Основной ошибкой, особенно у начинающих, было, есть и будет - неумеренное и чрезмерное давление, по вполне понятным причинам - хочется сделать инструмент "острее, как можно быстрее".
Ошибочно кажется, что чем больше приложить усилие, тем эффективнее пойдёт процесс, особенно, если из-за неверно выбранного угла заточки, или непопадания в него, или слишком грубого абразива, в т.ч. неудачно выбранного, за вменяемое время не происходит заметного заострения режущей кромки.
Очевидные минусы избыточного давления, такие как более сильное и глубокое засаливание абразива, более скорое его выглаживание или, наоборот, чрезмерно активная обновляемость, низкая однородность обработки, увод угла из-за упругости фасок в зоне режущей кромки, и пр., и как следствие вышеперечисленного - наоборот снижение производительности, сейчас подробно обсуждать не буду, хочу затронуть несколько иную сторону.
Минимальное давление, тоже далеко не всегда является оптимумом, по крайней мере само по себе - есть большая разница между "неуверенным поглаживанием" клинком абразива, и чёткими выверенными движениями, с осознанным выбором малого или минимального давления.
Как же тогда быть, как выбирать давление и как регулировать его, заставить его работать на себя, что менять в технике работы в зависимости от выбранного давления?
Неоднократно, говорили и писали о том, что оптимальное давление выбирается, чисто практически, началом работы с минимального, постепенно чуть-чуть повышая его до чёткого тактильного отклика, показывающего, что абразив режет. Не гладит и не дерёт, а равномерно режет. Конечно, есть определённые границы, внутри которых, годится менять давление, или более того - необходимо. Но в целом - допустим определились. Вроде всё просто. Пока что.
Но вот выразить цифрами детальную конкретику - уже задача по-моему мало реальная.
Разумеется, можно посчитать пятно контакта, замерить вес, запомнить состояние фаски, которую начали обрабатывать, но эти данные не будут ничего стОить, как только мы изменим хоть какой-то из параметров. Возьмём тот же абразив, но другой площади, клинок из другой стали, или такой же, но иначе обработанной, в другом состоянии, с более широкими или более узкими фасками, будем работать намного бОльшей или меньшей амплитудой, другими движениями, меняя и комбинируя их направления и пр. и пр.
Исходя из этого, думается, что выбор оптимума, это вопрос исключительно вдумчивой практики и манеры работы, накапливаемый опыт, чутьё, вырабатываемое таковым, а не жёсткие конкретные цифры. Но не всё так "ужасно" - общие моменты и наработки, некие границы, на которые стоит ориентироваться, определить вполне можно.
Попробую показать на конкретном примере, что и как происходит при незначительных сменах давления, ограниченных разумными рамками, вкупе со сменой направления движений, их амплитуды, смены пятна контакта и прочего, что и составляет технику заточки.
Производилась заточка ножа из стали AUS-8, на двух абразивах - советский электрокорунд марки 24а с зернистостью м28 (F360) и вашите, в притирке её рабочей поверхности на порошках карбида кремния до фракции F500:

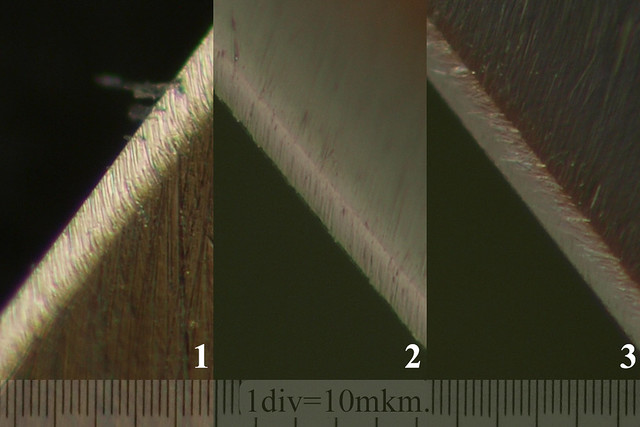
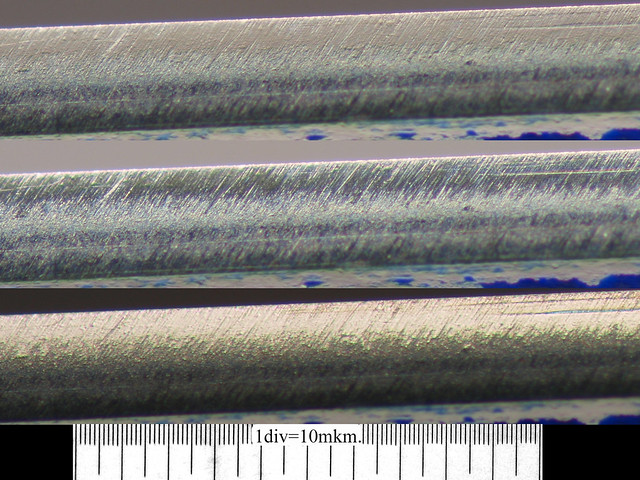
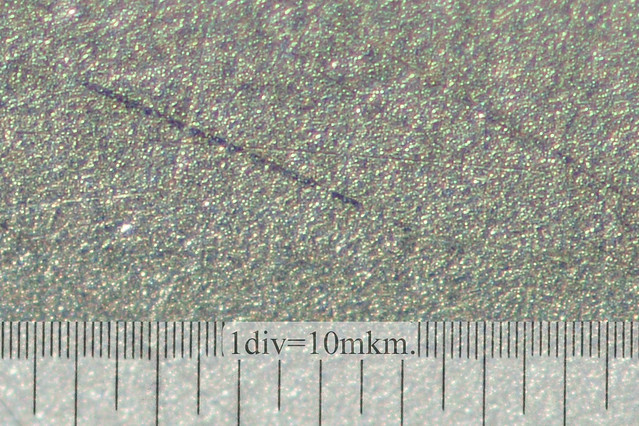
На электрокорунде была выполнена заточка на 17 градусов половинного угла, со снесением следов предыдущих правок, микрофаски, обычным образом. Перейдя на вашиту, я постарался показать те моменты, о которых шла речь выше. Для начала фото - масштаб съёмки 9:1, стэкинг, кроп, 2мм. по горизонтали, фото кликабельно, доступна развёртка в 100%:

Теперь детально разберу то, что можно наблюдать на фото - три этапа.
Сначала, сделал по паре проходов на сторону вдоль кромки, убирая вероятные заусеночные явления, используя настолько малое давление, которое было можно. Далее, использовал давление, максимально допустимое в разумных рамках, т.е. не дающее отгиба фаски у зоны РК - выход на кромку произошёл сразу, а угол с помощью "костылька" для заточки, был выставлен и скорректирован точно под те же 17 градусов на сторону, при смене абразивов. Работал короткой амплитудой, переменными движениями вперёд-назад, с достаточным количеством олеиновой кислоты, постоянно меняя направление, создавая "сетку" рисок - т.е., по моему мнению, оптимальный режим для более скорого удаления рисок от предыдущего абразива.
Проведя ногтевой тест и осмотр в оптику (контролировал процесс через микроскоп мпб-2, 24х), убедившись в однородности проработки, очистил камень и нанёс минимальное количество олеинки - камень лишь слегка смазан. Продолжил работу бОльшей амплитудой, чуть поменяв положение камня для небольшого увеличения пятна контакта и однонаправленными движениями, "на зерно", получая больше наволакивание и выглаживание, нежели абразивное резание. Из-за уменьшения количества СОЖ и уменьшения давления, зона обработки сместилась ближе к кромке (отчасти мельчайшее повышение угла могло произойти и от стачивания его, так как на "костыльке" есть недостаток большинства точилок - в установке угла участвует кромка, хотя если на обдирочном этапе это может влиять заметно, на уже собственно заточном - влияет мало).
Однако, поскольку мне хотелось и получить более агрессивный рез на этом ноже и показать больше в плане аспектов работы, далее я опять изменил её манеру - снова очистив камень, взял чуть побольше олеинки - примерно среднее количество между первым и вторым этапом, прибавил давление на клинок, но расположил камень наискось, чтобы при работе получать бОльшее пятно контакта - подстраховаться и нивелировать, если таковые будут, ошибки с давлением. (Нередко, кстати, при доводке движениями малой амплитудой, вообще располагаю нож вдоль камня, для увеличения пятна контакта - распределения нагрузки на кромку даже при очень малом давлении). Работа условно "средней" амплитудой - движение "на зерно" акцентировано, а "возврат от зерна", слабее. Потому, получились не ярко выраженные зубцы, как бывает при завершении работы строго на зерно, но и не так однородно, как если работать переменными движениями более равноценными.
Видимо, мне удалось и на последнем этапе, чуть увеличив давление (повторюсь - все изменения давления, в разумных рамках - никакого "надавил от души"), не ошибиться - выход на кромку произошёл, фаска в зоне режущей кромки не отгибалась, смещение зоны обработки ближе к кромке произошло, считаю, в силу более глубокого врезания зерна + съём стали на самой кромке сразу.
Резюмируя коротко - на одном макрофото, с одним выставленным углом заточки и его изменением в процессе работы на одном камне на + примерно 3\10 градуса, к завершению работы, можно наблюдать три различных варианта обработки, отличающихся следующим образом:
1) Давление высокое, много СОЖ, малая амплитуда,"сетка", пятно контакта малое.
2)Давление минимальное, минимум СОЖ, большая амплитуда, "на зерно", пятно контакта чуть больше.
3) Давление среднее, СОЖ средняя, амплитуда средняя, акцент "на зерно", пятно контакта самое большое из трёх.
По-моему достаточно яркий пример влияния техники работы на результат.