Что существует целый пласт бритв которые убиты заточкой настолько что заточить их нормально не представляется возможным.
Будет много картинок.
Не факт что многие сие смогут повторить, но информации для размещу.
Собственно хотел обсудить разумность, ценность, красоту и т.д.
Ну и за деньги немножко поговорить
В чем смысл? Берем круг точильный (или гриндера) но обязательно чтобы регулировалась скорость (частотником например) Ставим скорость ну совсем маленькую. Например 5 процентов от нормы (на частотнике). И не спеша делаем вторичное поднутрение (ну не холоуграундом же называть
На выходе получаем не совсем красивую бритву, зато просто идеально сведенную в ноль. Специально приложил стальную линейку и фоткал сбоку чтобы были видны точки касания (фоткал кстати китайским микроскопом
Я так уже делал и продавал бритвы по копеечным ценам. Отзывы в большенстве своем восторженные - ни одна новая бритва настолько тонко и ровно не сведена. Когда я кому то показывал (очкарику правда
Так же и проблемы выявились. Что при заточке надо бы ставить так называемый технологический барьер. Т.е. чтобы грубые риски не жили на РК бритву надо сначала затупить как следует полоскательными движениями.
Потом подумалось что взять камни поменьше или колесо. Но вот нифига не получилось. Грубые камни мелкого диаметра подрезают и прорезают тело бритвы около РК (РК фольгируется ,а давление и точку шлифовки с руки регулировать тяжело) А мелкие зернистости малого диаметра быстро с салятся и нихрена не работают.
Так что пока только большим диаметром сие делаю (200-250мм)
НУ и вопрос цены. Из разряда нахрена это вообще делать
Я бритвы такие продавал за 1000-1200 рублей не заточенные и не реставрированные никак. Т.е. любой новичек бритву сведенную в ноль заточит без проблем. А если я добвлю еще цену заточки то цена будет больше, а если ручку шлифовать полировать еще больше.
Тогда теряется смысл дешеовости. Т.е. уже получится бритва не дешевая но на вид не красивая и уже никому не надо будет? Проще будет добавить еще тыщенку и купить уже например советскую бритву новую заточенную
И тогда это подводит к мысли что по сути такую работу по хорошему приписать бы к усложненной заточке... Т.е. чтобы любимую (дедушкину, отца, трофейную и т.д.) подновить как бы, чтобы брила как новая. Но я в заточку бритвы со стороны беру редко - если только у Морфеуса брать халтурку
А так я бы такие бритвы продавал недорого (ну не настолько много их у меня таких убитых)
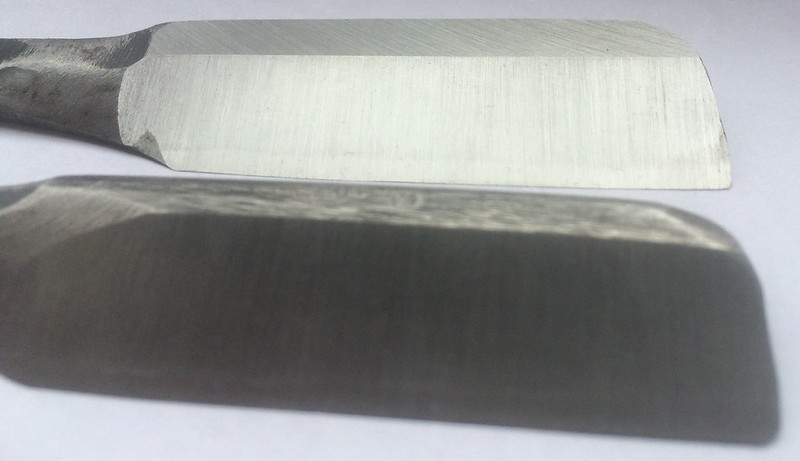
Так выглядят бритвы ДО моей работы
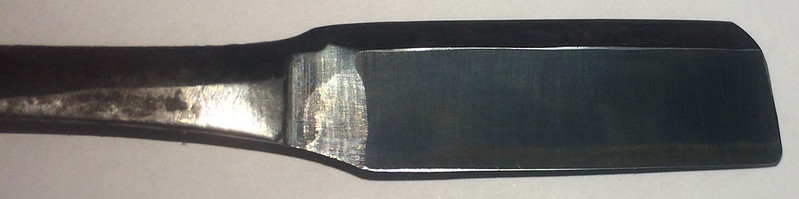
А так уже после меня. (сдох фотик. Пришлось фоткать на китайский микроскоп )