Вот этот:
http://www.grinder-man.ru/tormek/t7/T7(%D0%9A%D0%9A)250x50x12F120

Пробовал его на своём станке Elmos BG-200:
http://myabrasive.ru/forum/viewtopic.php?f=20&t=254
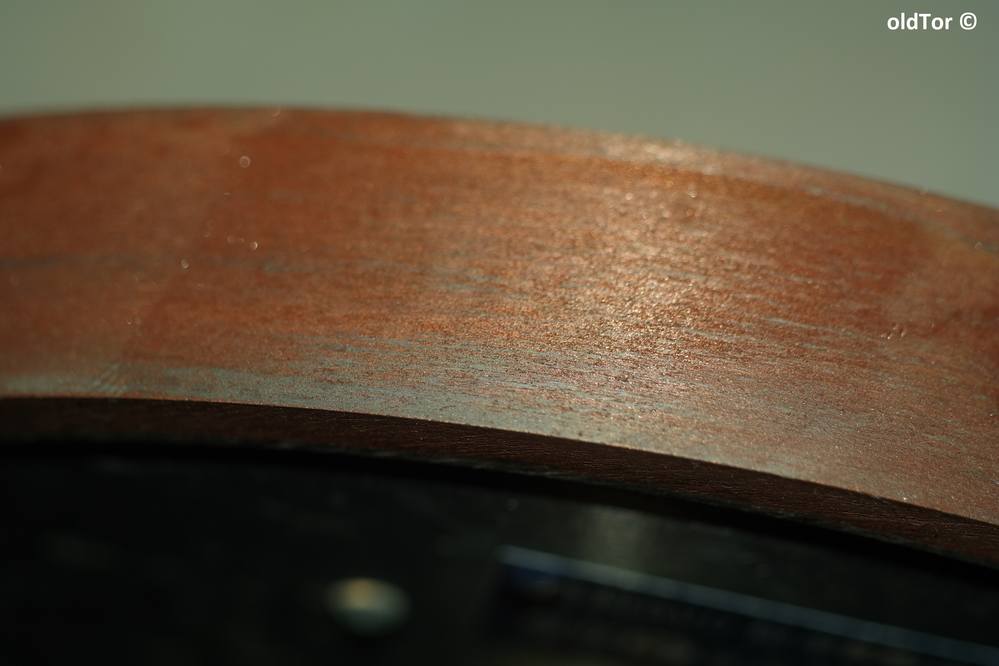
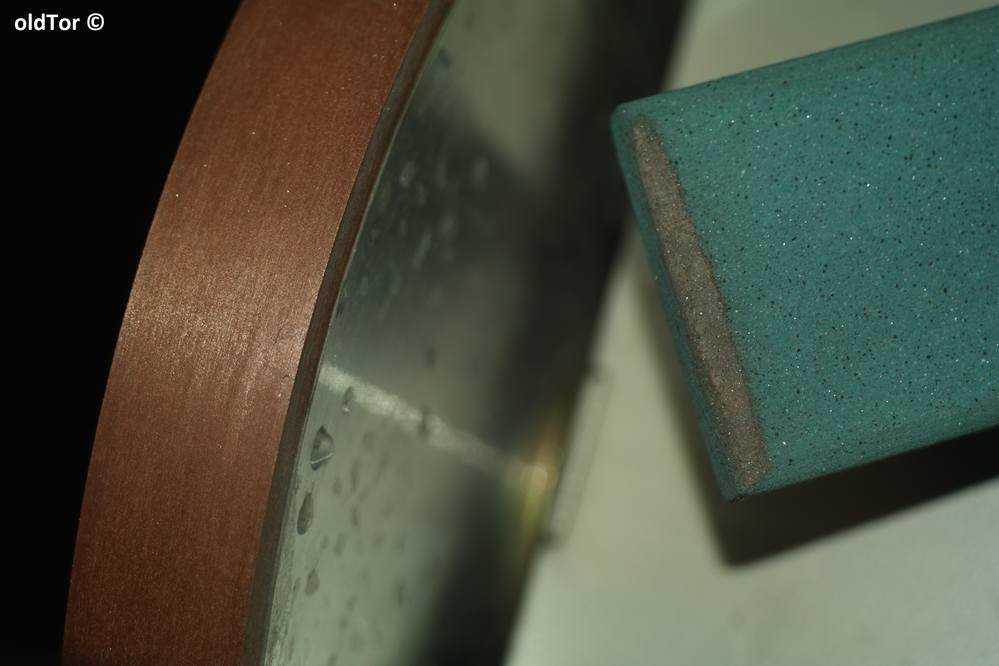
Как и бруски для ручной заточки от Гриндермана, и от ИНФ-Абразив вообще, круг совершенно готов к работе, "из коробки". Проверил его поверочными угольниками, всё замечательно:



Обе боковые поверхности ровные, под 90 градусов к рабочей, к которой тоже никаких нареканий.
Посадочное отверстие еле заметно свободнее, чем у штатного круга, но не критично.
Пробы начал со сложного - взял тестовый резачок из стали CTS-BD1 от DrWinter с закалкой от ЮЗОН на 58-60 HRC. Поскольку пятно контакта немалое, обработка шла не быстро, правда и не сказать, что медленно - в общем, мне понравилось, так как и поверхность получилась очень чисто обработанной для зерна F120:

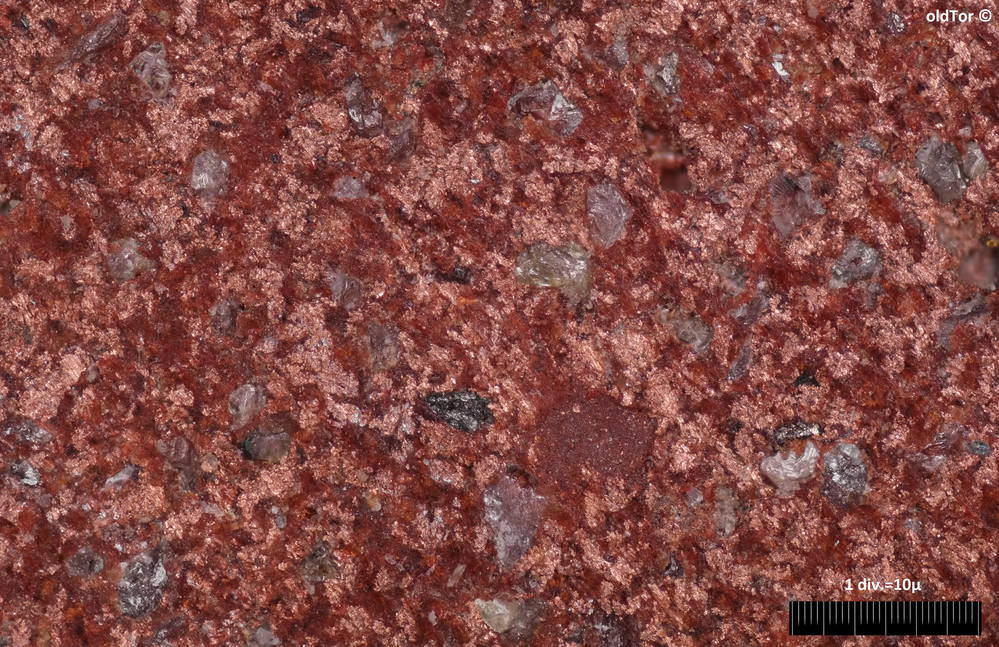
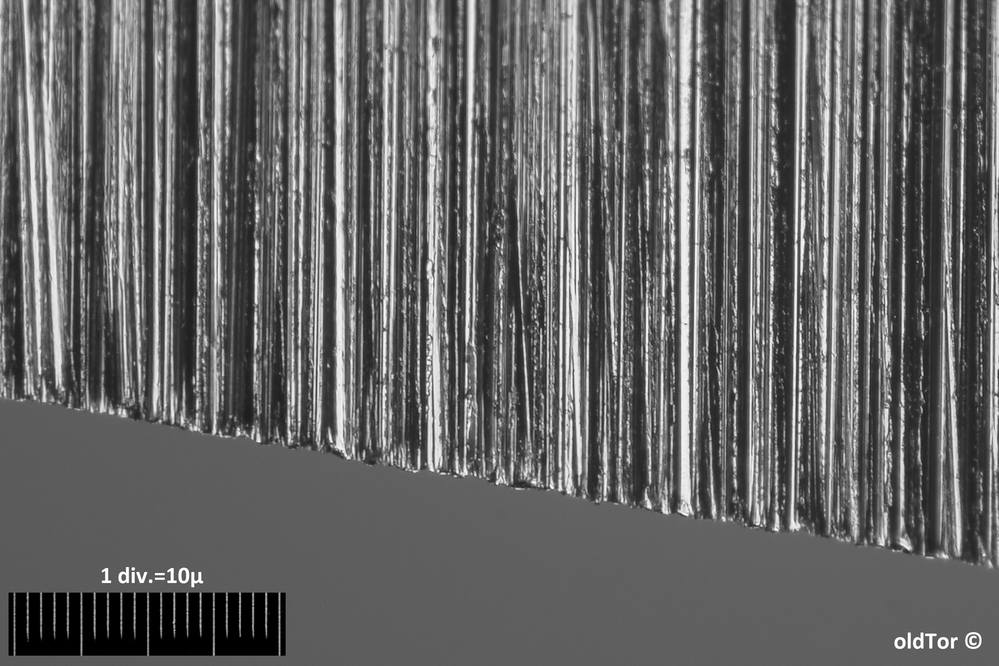
Сделал макро результата - масштаб съёмки 9:1, стэкинг, кроп, 2,5мм. по горизонтали:

Заметно, что кромка куда грубее, чем можно было бы ожидать при такой чистоте обработки фаски, но это логичный расклад - опять-таки поправка на значительное пятно контакта фаски.
Далее, я попробовал похожий резачок из напильника, но с узкой фаской - вот его круг "жрёт" просто на ура, чрезвычайно быстро, но и намного грубее. Контрольно я проверил ещё плоскость резачка на боковой стороне круга - разность в скорости обработки фаски, сравнительно невелика. На фото удалось поймать свет и ракурс, в котором отлично виден заусенок - крупный, жирный, чуть загибающийся на другую сторону - параметры макро, те же:

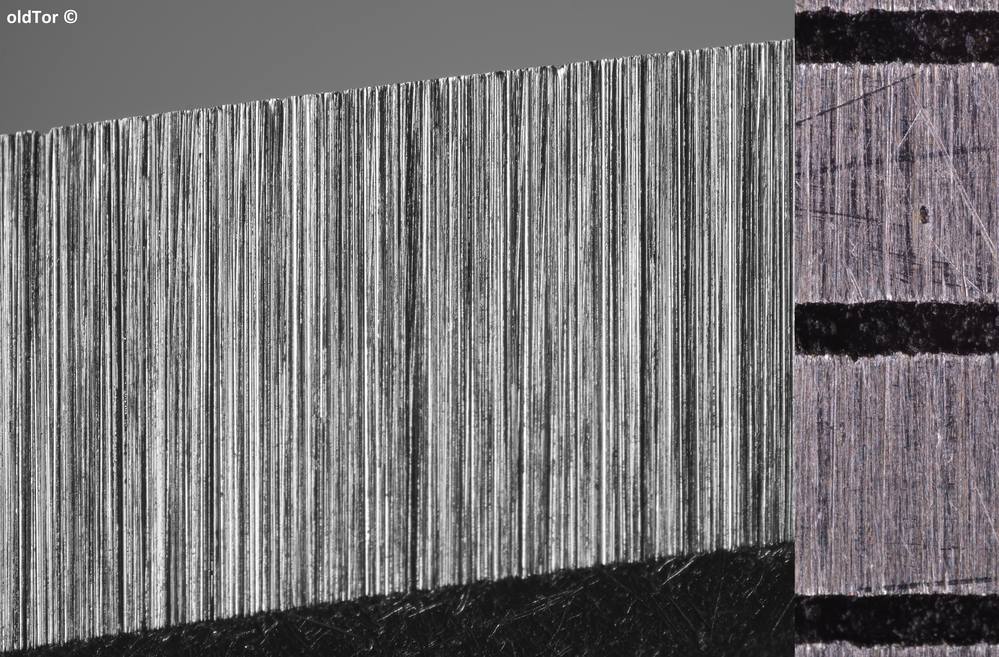
Далее, я взял старый, ему лет 20, перешедший в разряд тестовых, нож из достаточно хорошо обработанной 95х18, весьма твёрдой, совсем не пластилиновой - на ноже после последних проб грубых и не очень абразивов было аж несколько фасок и достаточно широких - чтобы подровнять всё это вот таким манером, ушло не более полутора минут:

И вот так, этот результат выглядит в макро - параметры те же:

Надо отметить, что острота кромки уже довольно хорошая - предплечье нож бреет, заусенца практически нигде нету, агрессия реза аццкая. Правда, стойкости при таком рельефе на кромке не будет, но это уже вопрос к дальнейшей заточке клинка, вручную.
Что можно сказать по поведению круга в целом и по износу: воды вбирает много, но "напившись", никакой суеты с добавлением уже не требует. Круг чувствителен к количеству воды - если его поверхность лишь еле-еле смачивается, любая из опробованных сталей, упомянутых выше, плюс не отфотографированная проба быстрореза р6м5, выбивала заметную суспензию, в которой присутствовали и целые зёрнышки. Если же круг смачивается обильнее, то при той же (субъективно, так как мерять мне нечем) силе прижима и пятне контакта на каждой стали, в СОЖ попадают лишь частицы зёрен, а не целые, обработка идёт, естественно, более аккуратно и однородно. Скорость обработки при том на большом пятне контакта практически не меняется, как мне показалось, а на малом этот эффект заметен, но смазывается тем, что при разном обилии СОЖ хочется применять и разное давление, и в целом, выходит примерно одинаково по скорости съёма, но при более обильном увлажнении, работа более однородная и чистая.
Самая активная фаза выбивания зерна из круга, понятное дело, наступает, когда происходит выход на кромку, и если угол атаки кромки на круг - выше. При меньшем, выбивание частиц из круга заметно ниже или вовсе незаметно. В общем - круг, самый настоящий "водник" со всей вариативностью таковых, чуткий к количеству СОЖ, давлению и пятну контакта. Может быть для не особо аккуратного пользователя это минусы, но для людей, привыкших пользоваться хорошими водниками, такая вариативность - сплошной плюс.
Что касается сталей - по скорости обработки от медленного к быстрому:
CTS-BD1
р6м5
напильник
95х18
По чистоте обработки, при том, в целом, динамика та же, однако напильник, почему-то, обрабатывался даже грубее, чем 95х18. Занятно.
В целом, если суммировать впечатления - только CTS-BD1 явно "в отрыве" и обрабатывалась даже медленнее быстрореза, более твёрдого, хотя и чище его, весьма твёрдый напильник затачивался очень быстро, а 95х18 обрабатывалась сходно с ним, что меня удивило, но, что вполне логично, куда активнее выбивала зерно из круга.
Я бы сказал, что предпочту этот круг для тех сталей, для каких и планировал - быстрорезы и твёрдые высоколегированные стали. Если где-то скорость и не рекордсменская, то это с лихвой компенсируется чистотой обработки - всё таки и станок и круг - для заточки, а не для слесарки клинков, и задачи надо ставить им соответственные, а где скорость ошеломительно высокая - можно примириться с грубостью кромки, или просто не прорабатывать её, оставляя припуск. Нержавеющие стали мягче и пластичнее опробованной 95х18 (навскидку я бы дал ей единиц 58) я бы не стал даже и пытаться затачивать их на нём на регулярной основе, так как они наверняка приведут к повышенному износу круга - для них надо озаботится приобретением круга из оксида алюминия.
Покупкой я остался доволен, круг мне понравился!