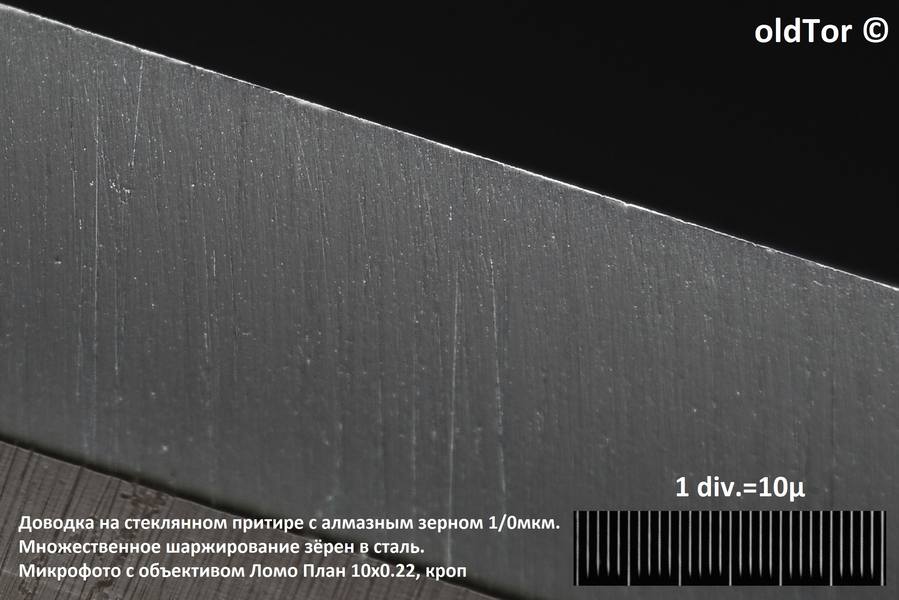
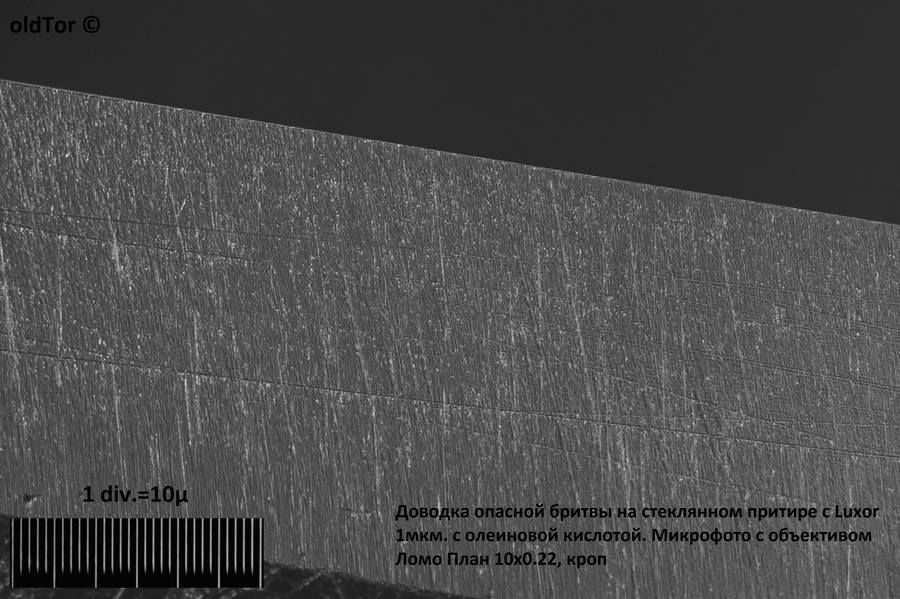
Доводка опасной бритвы на стеклянном притире с полусвязанным зерном (паста Luxor 1мкм. с олеиновой кислотой).
Притир освежён, так как уже более года использовался в т.ч. с довольно крупнозернистыми пастами и получил некоторые дефекты - недостаточно однородное истирание по всей площади и отдельные царапины. Освежение делал так: сначала отработал пару порций суспензии КК F320 (на гранитном притире притирал стеклянный), для удаления царапинок и подравнивания, затем F600 также 2 порции и затем сглаживание поверхности с водой тонко доведённым брусочком керамики, которым и пасты растираю. Надо отметить, что при толщине стекла 10мм. и площади, примерно, 280х55мм., освежение притира заняло у меня минут 10-12 без спешки.
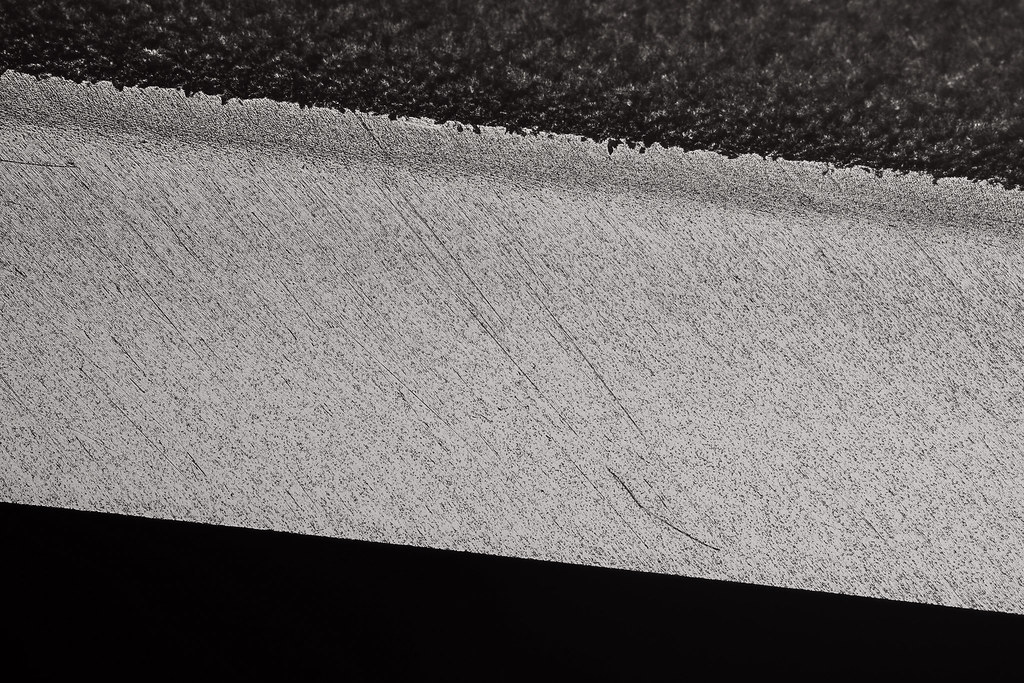
Бритва не из твёрдых, но и не откровенно мягкая, "середнячок" - довоенная немецкая. Сначала микрофото результат, а затем разбор того, что видно (фото кликабельно, перейдя по клику на фотохостинг, ещё по одному клику можно развернуть фото в исходный размер):
Обработка при доводке получена не самая гладкая, как в силу подготовки бритвы (ради эксперимента был использован гриталон м3, что в силу его особенностей в сочетании с данной сталью - довольно грубый переход по тонкости обработки далее сразу на притир с 1мкм.) - как известно (в практике обработки и режущего инструмента и не только, уже более 100 лет, хотя объяснено с научной точки зрения было всего около 50-70-ти лет назад и у нас и за рубежом), конечный результат довольно сильно зависит от полного цикла обработки, а не только от последней стадии таковой.
Я для себя выработал определённое подобие системы, как именно работать для получения какого результата - в общем это сродни тому, как при префинише и финише на природных водных камнях варьируем количество и насыщенность суспензии, движения, их направление, комбинации направлений, амплитуду и пр., когда переходим на чистый, плавно или резко снижаем давление и пр.
На притирах это не проще, а во многом даже сложнее, так как управлять тем же количеством и консистенцией смеси ничтожной доли связки пасты с малым количеством олеиновой кислоты - не так уж просто. Главная засада, что варьируется только "в одну сторону" - прибавить легко. А вот работа после попыток "стереть лишнее" практически никогда не даёт результата идентичного полученному тогда, когда сразу наведено нужное, очень малое количество и того и другого. Это как с маслом на масляных тонких доводочных камнях (типа арканзаса и пр.) - многократно убеждался, что часто удаление избыточного масла или олеинки - не помогает для нужной работы и требуется отмыть камень и нанести заново не больше нужного количества.
Возвращаясь к притиру: главное требование к тесту было достигнуто - получение максимально однородной и тонкой кромки без явлений оверхонинга, которую способна "держать" данная сталь. Технологический барьер был выполнен ДО перехода на притир (на кусочке офисной бумаги с втёртой в неё пастой Люксор 6,5мкм.).
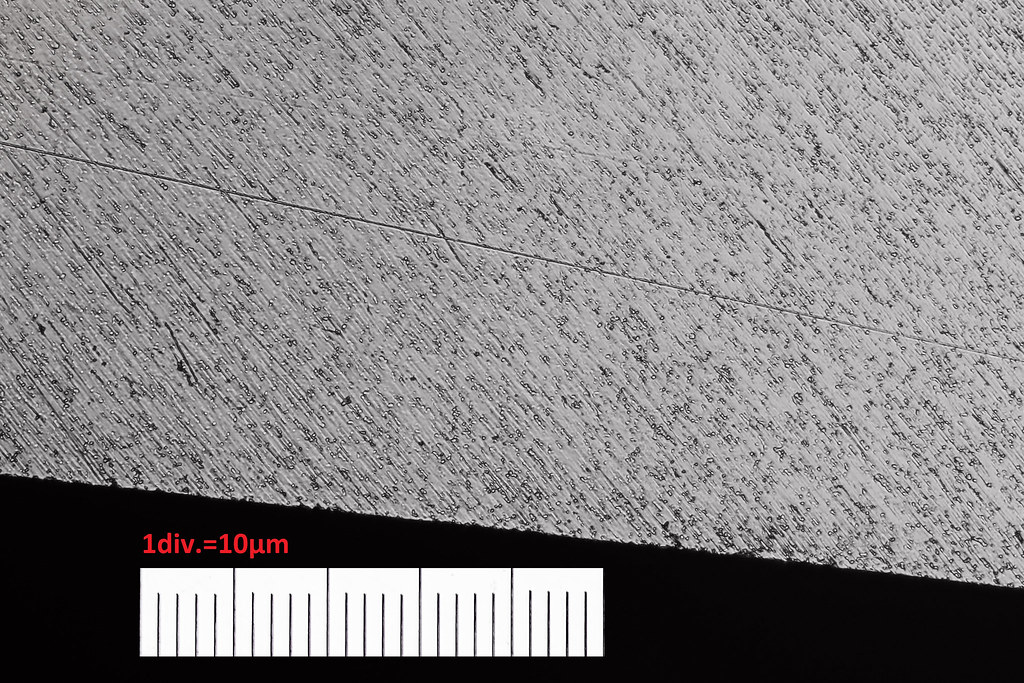
Риски на фасках по ширине +- 1-3мкм., что всегда вызывает вопросы из разряда - "как это возможно на безабразивном притире со сторонним зерном 1мкм или меньше?"
Ответ сильно зависит от особенностей обрабатываемой стали, в т.ч. её упругости, вязкости, твёрдости, структуры и пр. и особенностей её подготовки к доводочному этапу. В данном случае, произошла проявка структуры и многие риски - следствие не работы зерна пасты, а перемещения карбидов в матрице, их крошения и пр. Я постарался поставить свет двумя источниками так, чтобы явнее это проявить - в общем, я считаю, получилось - поскольку работа делалась с олеинкой, ускоряющей прогрессию образования/удаления окисных плёнок, ничего удивительно в том, что без травления во-первых, более светлыми точками видны карбидики, и более светлыми видны свежие риски от их перемещения, тогда как остальная поверхность выглядит более тёмно-серой. К тому же этот эффект усугублён косым падающим освещением от второго источника света, направленного под острым углом к поверхности фаски слева.
Если бы подготовка к доводке осуществлялась более поступенно, например на суэхиро G8, то, как я уже показывал ранее "ступеньку" от G8 к Люксору 1мкм., я получил бы более однородную гладкую поверхность - хотя в том примере и другая сталь, однако эти закономерности сходны на разных сталях - в теме о большом шаге зернистости я ранее показывал, что бывает и насколько скверно для кромки оборачивается чрезмерно большой шаг обработки - дефектный слой и его влияние никто не отменял, а удалить на финише слой превышающий раза в три шероховатость оставленную предыдущим абразивом (а то и несколькими, и тогда это вообще не реальная задача) - дело очень долгое, а главное - это обязательно успеет привести к образованию нового заусенца, оверхонингу и пр.
Ну и в случае последовательного плавного подхода к доводке, обнажение структуры уже столь явное получилось бы только при использовании свободного зерна, здесь же "разрыхленная" сталь, дефектный слой от предыдущего абразива сам этому посодействовал и при зерне полусвязанном.
На режущей кромке негативно это не отразилось, так как с неё этот слой был снят выполнением технологического барьера, и мне удалось не ошибиться и не перетрудиться над кромкой лишнего - фольгирования её не произошло.
Правда, кромка получилась избыточно гладкой для эталонного по комфорту бритья, но нормальной - её спас рельеф мелких рисочек на фасках, её образующих - главное в таком случае, направлять только на чистом ремне - пастированный или чистый ХБ-шный, сразу "слижут" столь мелкую риску в зоне РК и сделают её избыточно гладкой, "циклюющей" верхний слой кожи при бритье. Не переработать было непросто. Я осуществлял оперативный контроль в микроскоп Биолам С-12 с объективом план 9х0.20 и окуляром 7х, т.е. общее увеличение - 63х. Причём, общее время доводки составило 6 минут, включая нанесение и растирку пасты, оперативный контроль и резы волоса, т.е. чистого времени работы на притире - максимум 4 минуты. Что я проверял резом волоса - появление его, характер и дистанция.
Поскольку, повторюсь, важно не переработать лишнего, не получить оверхонинг (а на притире это раз плюнуть), не стоит получив рез волоса на расстоянии порядка 5-7 мм. от точки удержания, работать дальше в рассчёте "дай-ка я сделаю ещё острее". Да, острее сделается, но скорее всего резать будет уже "фольга" и микрозаусенка на кромке. Продолжить имеет смысл только в том случае, если рез волоса невнятный, неодинаковый по всей длине РК (я обычно проверяю в 6-8 точек на кромке) срез с длинным "хвостиком" или вместо него вообще идёт зацеп с распусканием волоса вдоль - это всё показывает, что на РК не всё в порядке. И то - если решать продолжить, то на притире это обозначает сделать ещё по паре проходов на сторону и проверять снова, так как обрабатывает он очень быстро.
Ещё один важный аспект - при доводке бритвы (да и не только, но ножи это чаще прощают) на притире, стерев избыток ПАВ, прежде чем снова класть на притир бритву - надо не забыть протереть и её, а по притиру лишний раз пройтись курантом (в моём случае это притёртая тонко керамика) - это нужно для следующих аспектов:
1. удаление избытка ПАВ, а она увеличивается в объёме и густеет от снятого
2. благодаря трению, растирка курантом позволяет лучше "разровнять" плёночку ПАВ по притиру (так как "удар" очень тонкой упругой кромки в оставленный где-то "наплыв" подгустевшей олеинки в смеси со связкой пасты - может дать микрозамятия на кромке или иные неприятности)
3. так мы загоняем в рельеф притира вероятные оставшиеся на его поверхности карбидики, которые не стёрли мягким материалом, а иной раз даже слышно, как они крошатся под курантом - понятно, что лишь протирка мягким материалом с этим не справится и при продолжении работы, можно серьёзно попортить кромку.
В общем, при не слишком высокой гладкости фасок, мне понравилось в сегодняшней пробе, какая получилась кромка - не "растянутая", а как бы "сжатая" (чему, конечно, способствует и то, что работал я под конец сугубо "На зерно", без переменных движений).