Покупал тут:
https://aliexpress.ru/item/400098345937 ... 4aa6eBU9wR
Доехал быстро, упаковано как следует. Железка из стали T10, заявленная твёрдость указывается с диапазоном 59-63HRC (обычная практика - указывать с разлётом в 2 единицы, а тут в 4).
Угол черновой заточки указан 25 градусов, но, как и на меньшом братишке этого рубанка - Luban №101, про который я уже делал обзор, реальный угол 26 градусов ровно.
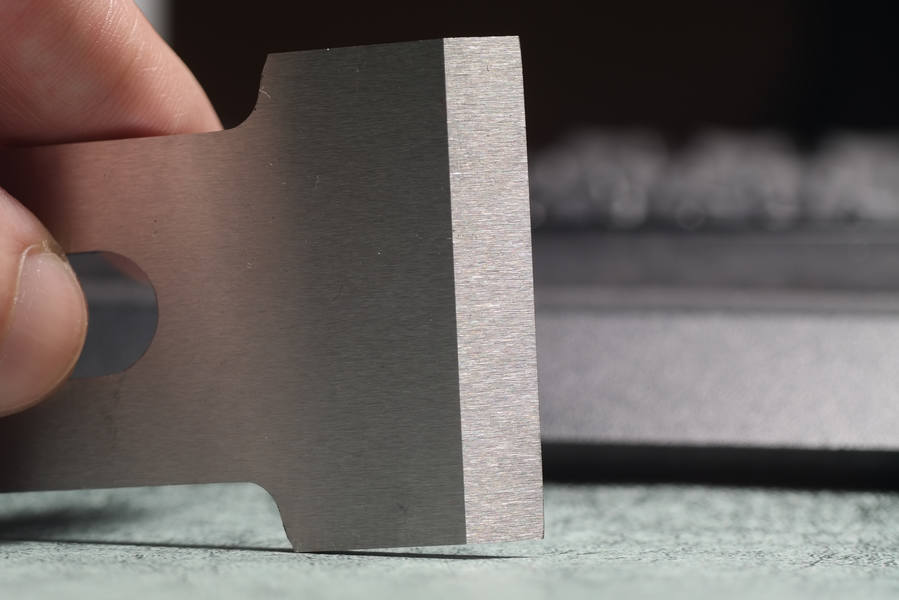
Сделан рубанок добротно и для своей стоимости очень аккуратно:


Проверил плоскости боковин и подошвы по сторонам и диагоналям на просвет с помощью поверочного угольника кл.1 - боковины идеально плоские, подошва имеет отклонения менее 20мкм. - щуп такой толщины нигде не пролезает. Есть несущественный косячок на подошве - либо задели за что-то, либо под подошву попало отдельное крупное абразивное зерно - выбоинка с одного края имеет выступ, высотой порядка 30мкм. - это выдавленная из забойчика сталь, и ногтем этот выступ прекрасно ощущается - потом уберу аккуратно, так как такое дело будет царапать обрабатываемую поверхность, а если выступ отлетит и попадёт по кромке, будет нехорошо:
90 градусов подошвы и боковин - выдержаны. Железко - идеально плоское на половину всей своей длины считая от режущей кромки, без просветов вообще, но имеет небольшой завальчик, шириной около 100мкм. у самой кромки - почему, объясню ниже. Да, к уголкам железка присутствует небольшое скругление:
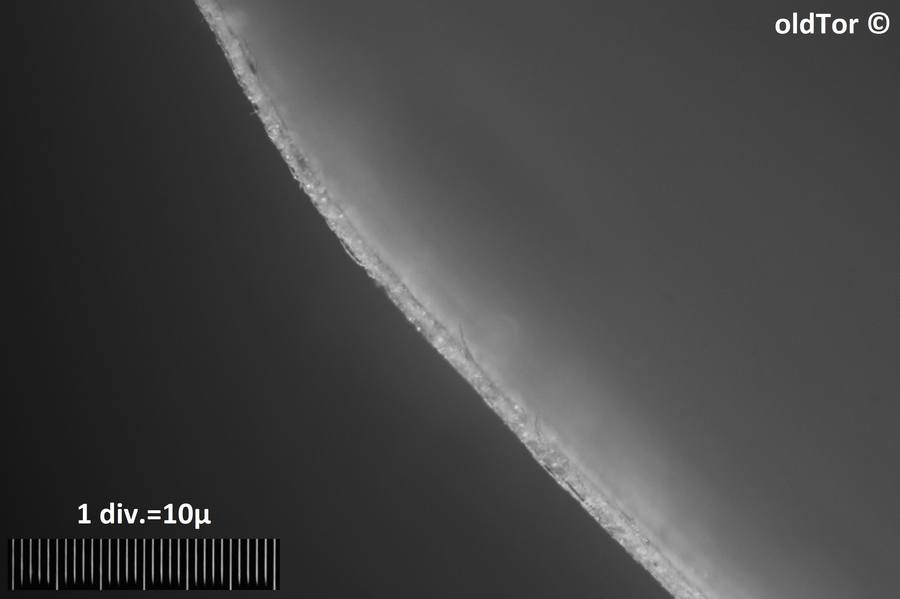
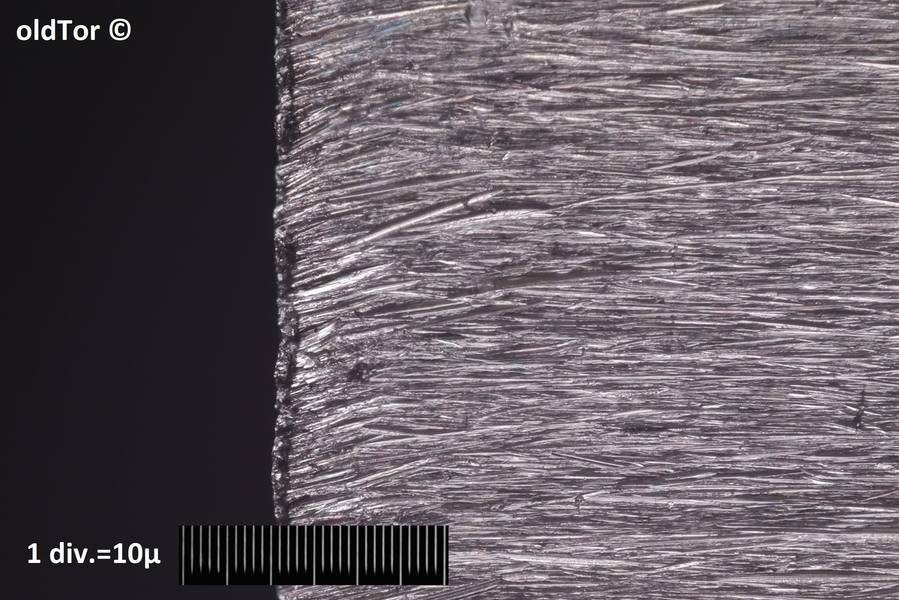
На железко, как и на Luban №101, выполнен фабричным образом технологический барьер, но тут он выполнен грубее и небрежнее. Я специально сделал микрофото, чтобы наглядно объяснить, как делать НЕ надо. Вот у меньшого братца всё было сделано аккуратнее - с кромки было снято во-первых ровнее, во-вторых - чище. При проводке по РК ногтем - не было сыпи. При том в обоих случаях толщина будущей РК составляет ~45мкм. - настраиваем два источника света, чтобы получить на расположенной "в лоб" (не совсем перпендикулярно кадру, так как условная плоскость "спила" слегка не перпендикулярна самому железку) к кадру режущей кромке контрастную белую полоску блика, но без "раздувающего" её размер рассеяния и снимаем - теперь можно измерить:
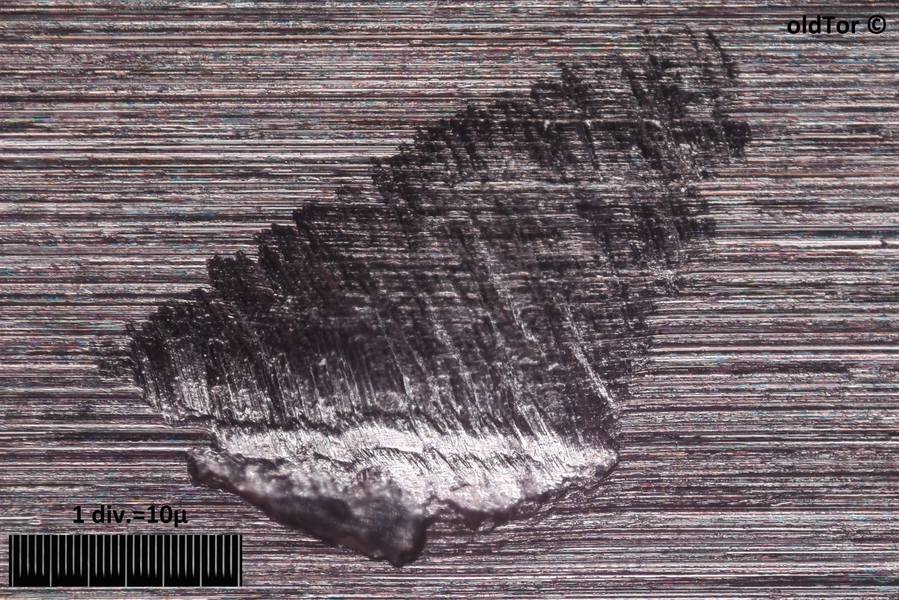
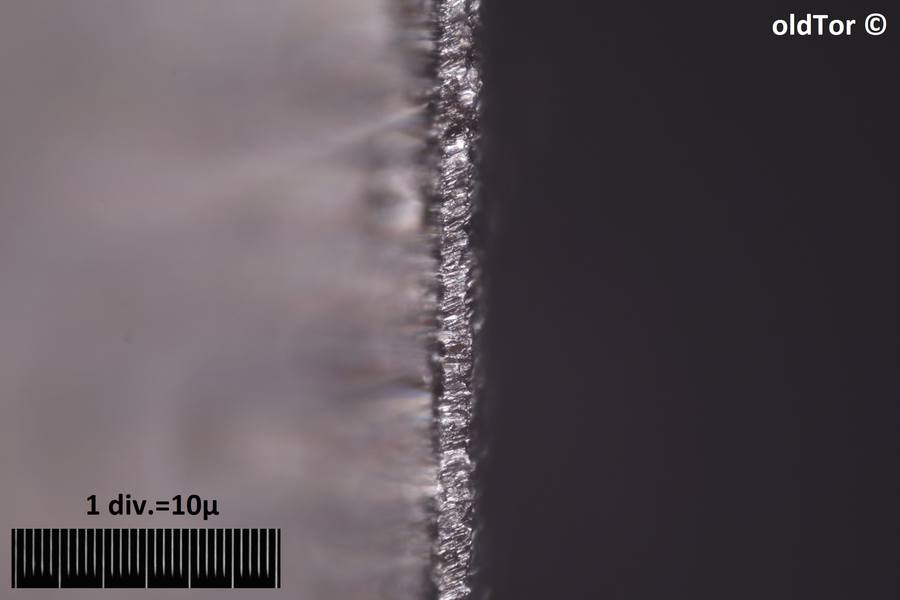
Как можно видеть, ТБ выполнен грубо, скорее всего на полысевшей ленте или не освежённом круге - почему я так решил, покажу далее: дело в том, что зачем-то, может по ошибке, но рабочий сначала попробовал снять под слишком малым углом (может он так снимал заусенец - не знаю, но какой смысл, если потом делался тех. барьер - просто нужно было тех. барьер делать как следует, и ведь это совсем не требует от рабочего дополнительных время- и трудозатрат - просто нужно попасть с первого раза, что при поточном производстве нарабатывается быстро, и сгладить нормально - на другом рубанке-то было же как следует, а у него железко намного уже и короче, т.е. по идее, сделать хорошо на нём сложнее) с плоской стороны, соорудив ранее мною упомянутый завал шириной не более 100мкм.:
Вот поэтому, я считаю, что на полысевшей ленте либо давно не освежавшемся круге (что скорее, так как заточная фаска точно на круге сделана) - так как свежая бы снесла там всё, а полысевшая, потеряв по дороге сколько-то зёрен, ещё и "сыграла" - можно видеть, что завал неравномерен, отдельные грубые риски, какие бывают от выколовшихся зёрен и даже групп зёрен (а такое бывает и на ленте) имеют разную направленность.
Вот на младшеньком, это было аккуратно и гладко, а тут вышло халтурно. Наглядный пример того, что бывает, когда правильная и разумная операция выполняется абы как. Сразу становится понятно, почему многие люди, не использующие оптический контроль и не берущие на заметку чужие иллюстрации и их описание, не могут понять, почему в отличие от других, не получают никакой или почти никакой пользы от технологического барьера.
А всё просто - если сделать неправильно, то не только пользы не будет, но и вреда немало будет нанесено - теперь, для точной и правильной работы рубанка, завал с плоской стороны надо убирать, тогда как если бы его не создали, а спилили ровно, то при достаточно тщательной заточке, можно было бы даже пренебречь грубостью шероховатости плоскости железка. Я, правда, попробую снять поменьше, жалко просто так жертвовать 100мкм. длины железка, может быть хватит убрать около 40-60.
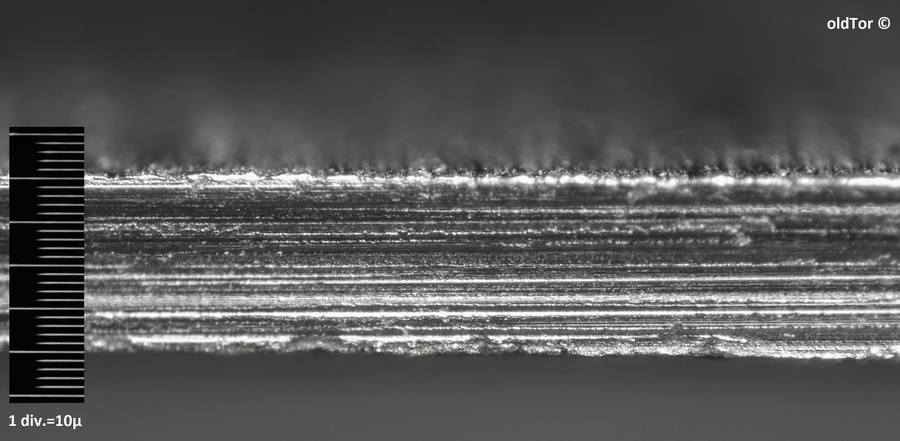
Для лучшего понимания - сделал ещё один снимок - тут чуть сдвинул железко так, чтобы была видна точка схождения от выполнения ТБ - его пытались сделать, снимая с каждой стороны под большим углом, причём с плоской стороны - должны были сделать угол больше сразу. Но, как я уже сказал - сначала взяли малый угол, а в результате сняли не так и не там, где надо, в результате сняли больше нужного, с худшим результатом, и в конечном итоге здесь придётся снимать не так мало, как было на меньшом при толщине будущей РК ~45мкм., а как при значении, как минимум 70-80мкм.:
Но надо отметить, что на производствах очень часто выполняется технологический барьер сходным образом - под очень большим углом с двух сторон. То же делают многие заточники вручную, вместо того, чтобы выполнять лёгенькое "полоскание" ОТ РК К краям, если речь про инструмент с односторонней заточкой, и преимущественно в сторону заточной фаски, а не наоборот, и с разумной амплитудой, или вовсе делая под 90 градусов. Я всё больше убеждаюсь, что можно избежать многих неприятностей, если делать не с двух сторон, под большим углом, а строго под 90 град. Правда и тут есть засада - кто держал в руках клинки наших ножеделов, кто всё-таки делает ТБ, но на той же ленте, на которой слесарит, наверняка видел то, что я имею в виду - при случае покажу, что там бывает - когда в результате на месте самой кромки получается как бы канавка и будущая РК представляет собой нечто похожее на лезвие коньков для фигурного катания - у которых ложбинка.
В общем - мало использовать идею технологического барьера. Нужно ещё использовать её грамотно.
Но в целом я доволен качеством рубанка и мои придирки к нему такого уровня, на который обычно бессмысленно даже выходить на подавляющем большинстве доступной (и не очень, кстати, тоже) продукции.
Ну и в целом, тут нет ничего, что нельзя было бы довольно быстро поправить.
Как заточу и опробую рубаночек - будет продолжение.
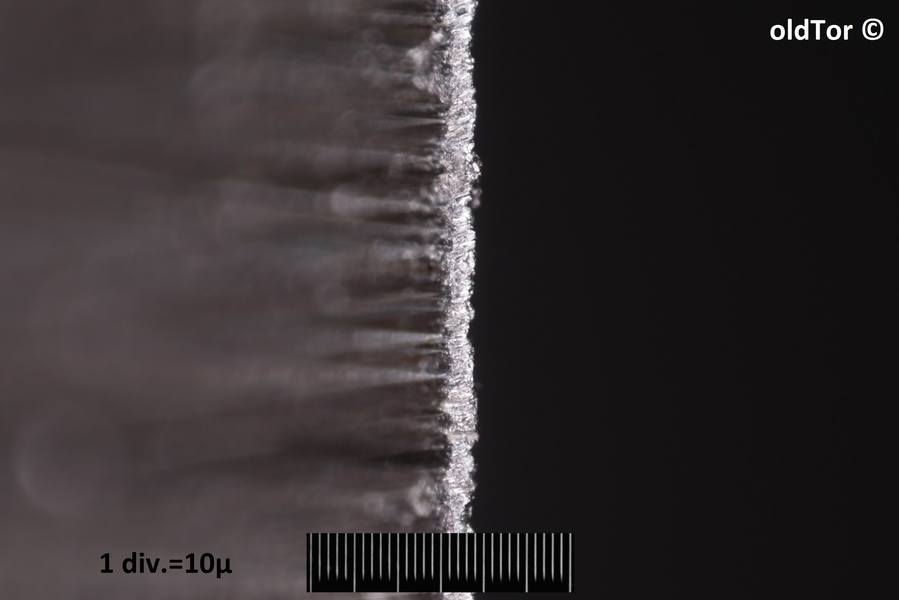
P.S. У меня оказывается есть снимок, демонстрирующий неправильный вариант ТБ, выполненный при слесарке ножа на ленте гриндера - с пресловутой "канавкой" и на грубой ленте:
Ну и толку, что получено в результате сведение 0,22мм. если теперь придётся столько снимать при заточке? В общем - заботясь о ресурсе клинка и его сведения, о лёгкости заточки далее и стойкости полученной РК - так делать нельзя. Это не ТБ - задачи, которые перед ним ставятся - не решены. Скорее наоборот.