Добрый день.
Интересует информация по пропитке брусков для изменения работы.
Экспериментировал с бруском кк 5 (50 мкм).
Одну сторону пропитал цианакрилатом, другую жидким стеклом.
Просушил, взбодрил на стекле.
Пробовал работать с водой - одно расстройство.
На стороне ЦА просто скольжение, на стороне ЖС - стекло растворяется и получается вязкая
жижа, жуть. Расстроился.
Потом попробовал работать на сухом бруске.
Камень работал агрессивно и на ЖС и на ЦА,без засаливания.
Такое ощущение, что ЖС работает, как сухая смазка - не дает металлической стружке внедряться в поры.
На стороне ЦА брусок темнел быстрее, но все равно работал агрессивно.
Есть предположение, что раздробленные зерна кк шаржируются в ЦА и продолжают работать.
Но это надо проверять.
Работой сухого бруска очень доволен.
Прошу поделиться информацией о "доработке" брусков.
Очень интересно узнать о работе бруска с графитом, серой, дисульфидом молибдена...
В старой книге натолкнулся на информацию об увеличении/снижении твердости связки брусков.
Ежели интересно, выложу сканы.
Пропитка синтетических абразивных брусков.

Пропитка синтетических абразивных брусков.
Есть на ганзе вот такая тема про модификацию брусков - может чем-то окажется Вам полезной:
https://forum.guns.ru/forummessage/224/2157142.html
https://forum.guns.ru/forummessage/224/2157142.html

Пропитка синтетических абразивных брусков.
chek писал(а):Источник цитаты В старой книге натолкнулся на информацию об увеличении/снижении твердости связки брусков.
Ежели интересно, выложу сканы.
Интересно.
Будьте добры, отсканируйте.
Пропитка синтетических абразивных брусков.
Ярослав, спасибо за ссылку.
Эту тему я читал не один раз.
К сожалению, вопросы остались.
Эту тему я читал не один раз.
К сожалению, вопросы остались.
Пропитка синтетических абразивных брусков.
Не получается выложить изображения  .
.
Вот ссылки на страницы:
-название книги
-оглавление
-увеличение/снижение твердости связки
-режимы то бакелита
https://photos.app.goo.gl/oEzaZJ93nDBkVgfk8
https://photos.app.goo.gl/idSNaNQTQbYnxz4k6
https://photos.app.goo.gl/XnpQErvzNBgNupYi7
https://photos.app.goo.gl/HetF8946XZb3Yi5p7
https://photos.app.goo.gl/G91UAx1aGrY1uit49
Вот ссылки на страницы:
-название книги
-оглавление
-увеличение/снижение твердости связки
-режимы то бакелита
https://photos.app.goo.gl/oEzaZJ93nDBkVgfk8
https://photos.app.goo.gl/idSNaNQTQbYnxz4k6
https://photos.app.goo.gl/XnpQErvzNBgNupYi7
https://photos.app.goo.gl/HetF8946XZb3Yi5p7
https://photos.app.goo.gl/G91UAx1aGrY1uit49
Пропитка синтетических абразивных брусков.
Благодаря щедрости уважаемого Антона (никнейм на Ганзе - Шмыга1), получил на пробы порошок дисульфида молибдена.
Недавно было обсуждение в теме, посвящённой самостоятельному модифицированию абразивных брусков (посты 132-141):
https://forum.guns.ru/forummessage/224/2157142-7.html
И вот заинтересовался я попробовать.
Для проб взял Гриталон 64c м3 СМ1, с одной стороны когда-то малость мною подпорченный попыткой пропитки его стеарином, что оказалось не лучшей идеей в свете особенностей связки, слишком для этого мягкой и обладающей характерными особенностями именно водных брусков. Ну вот теперь решил начать пробы с него - если получится что-то стоящее, потом попробую на некоторых чрезмерно пьющих воду брусках других - например на атлантике мягком. Ну а потом можно будет и на "камнях-пьяницах" потвёрже попробовать.
По поводу собственно дисульфида молибдена и его применения для импрегнирования абразивов некоторая информация:
https://bstudy.net/708944/tehnika/ispol ... oy_svyazke
https://findpatent.ru/patent/208/2084328.html
https://yandex.ru/patents/doc/SU931445A1_19820530
Для проб я взял клинок из Elmax примерно на 62HRC, ранее заточенный на алмазных брусках Петроградъ и успевший чутка поработать и получить замины. В других местах РК получила мелкие сколы.
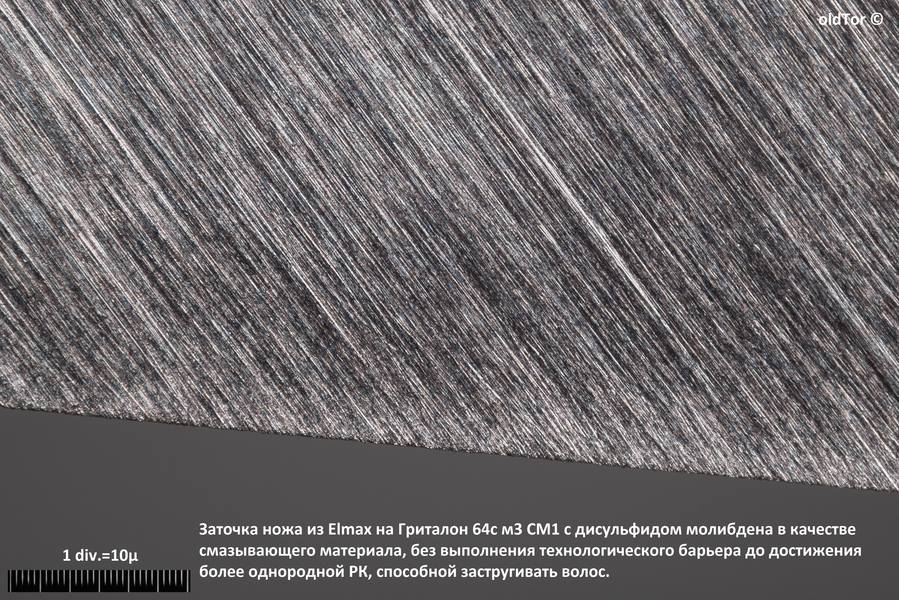
Переточка сначала велась на Гриталон 64c м3 СМ1 на стороне не пропитанной стеарином, ради сравнения. Технологический барьер я ради того же сравнения, не делал. Из-за того, что он не был сделан, дефекты кромки спровоцировали ещё более активное и избыточное, нежели обычно, обновление бруска - выделение суспензии, которую я в рамках, опять-таки проб, не стал смывать так часто, как необходимо - т.е. приблизил работу к тому, как её делают люди не особенно задумывающиеся о том, что происходит при заточке и не пользующиеся оптическим контролем. Единственно - давление, амплитуду движений и переворот клинка делал как обычно. Результат на фото:

Как можно видеть, зона РК была подмыта обвально выделяющейся суспензией, при том, несмотря на более мелкую риску от свободного зерна в этой области, на кромке продолжили дальше ползти сколы - предсказуемый сценарий, в общем. При том геометрия фасок пострадала и получилось некоторое отклонение от плоскости - завал геометрии из-за избытка и густоты суспензии, несмотря на то, что угол удерживался с помощью приспособы. Что тоже рядовое явление при таких вводных.
Далее, пока я фотографировал результат, помытый и подровненный дрессинг стоуном А600 (от Гриндермана), очень твёрдым, брусок подсыхал.
Затем я нанёс на него порошок дисульфида молибдена, на ещё влажную, но не мокрую поверхность и разровнял/втёр тем же дрессинг-стоуном:

Как обычно бывает при первых пробах какого-либо средства, я ошибочно взял порошка намного больше, чем нужно, как оказалось потом.
Приступил к пробам, опять-таки без выполнения технологического барьера - хотелось оценить, как это сработает в таких условиях.
Избыток порошка сгребался кромкой и границей спуск/фаска (ею поначалу даже больше, так как геометрия, как я уже ранее сказал - была подзавалена, а угол я оставил тот же). Его оказалось несложно смахнуть с клинка на брусок обратно - к предварительно помытому перед пробой клинку он не сильно прилипал:

Да, засаливание снятой сталью происходит довольно заметное - появляются более тёмные следы от проходов клинка и местами, где снятое "кучкуется" - оно начинает бликовать:

При этом, достаточно протереть брусок ватным диском, чтобы убрать отработку и избыток порошка, а оставшийся - разровнять - такое впечатление, что ровно такое его количество, какое нужно, достаточно прилипает к поверхности и не пытается пылить:

Надо вообще отметить, что порошок особо не пылит, но соблюдать некоторую осторожность следует - хотя он и не представляет опасности для здоровья и смыть его с рук оказалось гораздо проще, чем графит, к примеру, однако при неаккуратном обращении легко изгваздать всё вокруг.
Результат работы меня порадовал - я несколько раз наносил риски в другом направлении и вдоль РК в том числе, и без труда удалял их бесследно, вернувшись на первоначальное направление движений.
Заусенка практически не образовывалась, впрочем я и не давал ей этого делать, благодаря подрезанию начатка её, сменой направлений движений. Для невооружённого взгляда фаски стали намного более гладкими и блестящими. Геометрию фасок я исправил, снова сделав их в процессе работы плоскими - это порадовало, так как были опасения, что некоторое снижение агрессивности работы бруска, приведёт скорее к усугублению завала фасок. Однако ничего подобного не произошло, брусок продолжил работать равномерно, более того, равномерность получила прирост - кромка удовлетворительна вполне (хотя, если бы я потом сделал тех. барьер и доработал ещё минутку-полторы, можно было бы получить ещё более однородную, но я решил в рамках этих проб этого не делать) и застругивает волос:
Т.е. характер работы бруска изменился не сильно (как был, как его метко обозвали как-то "нанообдирочником", так и остался с результатом, который ожидаешь от гораздо более грубых брусков, но зато производительность весьма высокая), но купировались проблемы. В общем, пожалуй теперь я буду им пользоваться чаще и не только по самым твёрдым и сложнолегированным сталям, раз он и по всего-то элмаксу на 62HRC показал с дисульфидом молибдена результат намного лучше прежнего.
Отмывать брусок я пока не стал - попробую ещё на какой-нибудь стали, а что касается шлама, мне кажется, что он с этой смазки стирается очень недурно - это и визуально так кажется и на запах - если после интенсивной работы, когда чёрные следы от снятой стали, приблизить физиономию к бруску - характерный "запах железа" довольно заметен. После тщательной протирки ватным диском - уже нет.
Поэтому в ракурсе лёгкости "возвращения бруска к первозданному состоянию", я попробовал очистить дрессинг стоун. Он, правда, совсем другой - на основе оксида алюминия, твёрд, к тому же поверх грубой притирки сильно выглажен. Но "поры" есть и засесть в него что-либо может довольно глубоко - он не рекордсмен по плотности.
Я попробовал его просто помыть под краном с водой комнатной температуры, потерев пальцем - примерно минуту. Это оказалось безрезультатно, кроме того, что пальцы тоже слегка испачкались:

Однако, сделав воду тёплой, взяв хозяйственное мыло и щёточку, всё удалось - судя по разнице во времени съёмки, мне на то, чтобы почти полностью его отмыть, потребовалось около 4-х минут:

Я не знаю, насколько помогло ли не пустить порошок особо глубоко в бруски то, что ранее они были уже напитаны водой (этот дрессинг вообще не особо что впитывает), но полагаю, что притиркой удалить следы порошка (с добавлением капельки мыла в суспензию) намного быстрее и вообще не составит никакого труда.
В общем, результат мне понравился, дисульфид молибдена однозначно буду применять - надо будет потестировать с другими брусками, сталями, и в других режимах работы.
Недавно было обсуждение в теме, посвящённой самостоятельному модифицированию абразивных брусков (посты 132-141):
https://forum.guns.ru/forummessage/224/2157142-7.html
И вот заинтересовался я попробовать.
Для проб взял Гриталон 64c м3 СМ1, с одной стороны когда-то малость мною подпорченный попыткой пропитки его стеарином, что оказалось не лучшей идеей в свете особенностей связки, слишком для этого мягкой и обладающей характерными особенностями именно водных брусков. Ну вот теперь решил начать пробы с него - если получится что-то стоящее, потом попробую на некоторых чрезмерно пьющих воду брусках других - например на атлантике мягком. Ну а потом можно будет и на "камнях-пьяницах" потвёрже попробовать.
По поводу собственно дисульфида молибдена и его применения для импрегнирования абразивов некоторая информация:
https://bstudy.net/708944/tehnika/ispol ... oy_svyazke
https://findpatent.ru/patent/208/2084328.html
https://yandex.ru/patents/doc/SU931445A1_19820530
Для проб я взял клинок из Elmax примерно на 62HRC, ранее заточенный на алмазных брусках Петроградъ и успевший чутка поработать и получить замины. В других местах РК получила мелкие сколы.
Переточка сначала велась на Гриталон 64c м3 СМ1 на стороне не пропитанной стеарином, ради сравнения. Технологический барьер я ради того же сравнения, не делал. Из-за того, что он не был сделан, дефекты кромки спровоцировали ещё более активное и избыточное, нежели обычно, обновление бруска - выделение суспензии, которую я в рамках, опять-таки проб, не стал смывать так часто, как необходимо - т.е. приблизил работу к тому, как её делают люди не особенно задумывающиеся о том, что происходит при заточке и не пользующиеся оптическим контролем. Единственно - давление, амплитуду движений и переворот клинка делал как обычно. Результат на фото:
Как можно видеть, зона РК была подмыта обвально выделяющейся суспензией, при том, несмотря на более мелкую риску от свободного зерна в этой области, на кромке продолжили дальше ползти сколы - предсказуемый сценарий, в общем. При том геометрия фасок пострадала и получилось некоторое отклонение от плоскости - завал геометрии из-за избытка и густоты суспензии, несмотря на то, что угол удерживался с помощью приспособы. Что тоже рядовое явление при таких вводных.
Далее, пока я фотографировал результат, помытый и подровненный дрессинг стоуном А600 (от Гриндермана), очень твёрдым, брусок подсыхал.
Затем я нанёс на него порошок дисульфида молибдена, на ещё влажную, но не мокрую поверхность и разровнял/втёр тем же дрессинг-стоуном:
Как обычно бывает при первых пробах какого-либо средства, я ошибочно взял порошка намного больше, чем нужно, как оказалось потом.
Приступил к пробам, опять-таки без выполнения технологического барьера - хотелось оценить, как это сработает в таких условиях.
Избыток порошка сгребался кромкой и границей спуск/фаска (ею поначалу даже больше, так как геометрия, как я уже ранее сказал - была подзавалена, а угол я оставил тот же). Его оказалось несложно смахнуть с клинка на брусок обратно - к предварительно помытому перед пробой клинку он не сильно прилипал:
Да, засаливание снятой сталью происходит довольно заметное - появляются более тёмные следы от проходов клинка и местами, где снятое "кучкуется" - оно начинает бликовать:
При этом, достаточно протереть брусок ватным диском, чтобы убрать отработку и избыток порошка, а оставшийся - разровнять - такое впечатление, что ровно такое его количество, какое нужно, достаточно прилипает к поверхности и не пытается пылить:
Надо вообще отметить, что порошок особо не пылит, но соблюдать некоторую осторожность следует - хотя он и не представляет опасности для здоровья и смыть его с рук оказалось гораздо проще, чем графит, к примеру, однако при неаккуратном обращении легко изгваздать всё вокруг.
Результат работы меня порадовал - я несколько раз наносил риски в другом направлении и вдоль РК в том числе, и без труда удалял их бесследно, вернувшись на первоначальное направление движений.
Заусенка практически не образовывалась, впрочем я и не давал ей этого делать, благодаря подрезанию начатка её, сменой направлений движений. Для невооружённого взгляда фаски стали намного более гладкими и блестящими. Геометрию фасок я исправил, снова сделав их в процессе работы плоскими - это порадовало, так как были опасения, что некоторое снижение агрессивности работы бруска, приведёт скорее к усугублению завала фасок. Однако ничего подобного не произошло, брусок продолжил работать равномерно, более того, равномерность получила прирост - кромка удовлетворительна вполне (хотя, если бы я потом сделал тех. барьер и доработал ещё минутку-полторы, можно было бы получить ещё более однородную, но я решил в рамках этих проб этого не делать) и застругивает волос:
Т.е. характер работы бруска изменился не сильно (как был, как его метко обозвали как-то "нанообдирочником", так и остался с результатом, который ожидаешь от гораздо более грубых брусков, но зато производительность весьма высокая), но купировались проблемы. В общем, пожалуй теперь я буду им пользоваться чаще и не только по самым твёрдым и сложнолегированным сталям, раз он и по всего-то элмаксу на 62HRC показал с дисульфидом молибдена результат намного лучше прежнего.
Отмывать брусок я пока не стал - попробую ещё на какой-нибудь стали, а что касается шлама, мне кажется, что он с этой смазки стирается очень недурно - это и визуально так кажется и на запах - если после интенсивной работы, когда чёрные следы от снятой стали, приблизить физиономию к бруску - характерный "запах железа" довольно заметен. После тщательной протирки ватным диском - уже нет.
Поэтому в ракурсе лёгкости "возвращения бруска к первозданному состоянию", я попробовал очистить дрессинг стоун. Он, правда, совсем другой - на основе оксида алюминия, твёрд, к тому же поверх грубой притирки сильно выглажен. Но "поры" есть и засесть в него что-либо может довольно глубоко - он не рекордсмен по плотности.
Я попробовал его просто помыть под краном с водой комнатной температуры, потерев пальцем - примерно минуту. Это оказалось безрезультатно, кроме того, что пальцы тоже слегка испачкались:
Однако, сделав воду тёплой, взяв хозяйственное мыло и щёточку, всё удалось - судя по разнице во времени съёмки, мне на то, чтобы почти полностью его отмыть, потребовалось около 4-х минут:
Я не знаю, насколько помогло ли не пустить порошок особо глубоко в бруски то, что ранее они были уже напитаны водой (этот дрессинг вообще не особо что впитывает), но полагаю, что притиркой удалить следы порошка (с добавлением капельки мыла в суспензию) намного быстрее и вообще не составит никакого труда.
В общем, результат мне понравился, дисульфид молибдена однозначно буду применять - надо будет потестировать с другими брусками, сталями, и в других режимах работы.
Пропитка синтетических абразивных брусков.
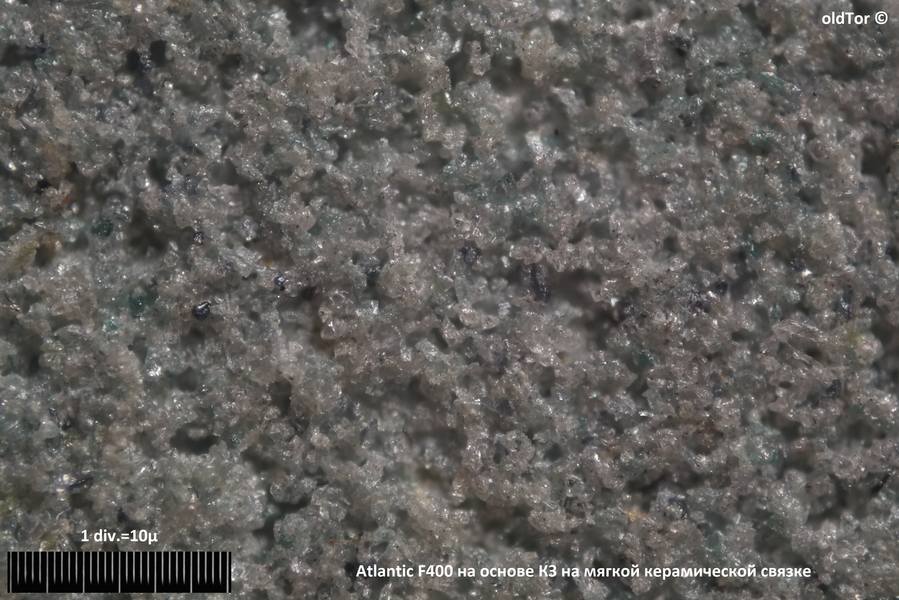
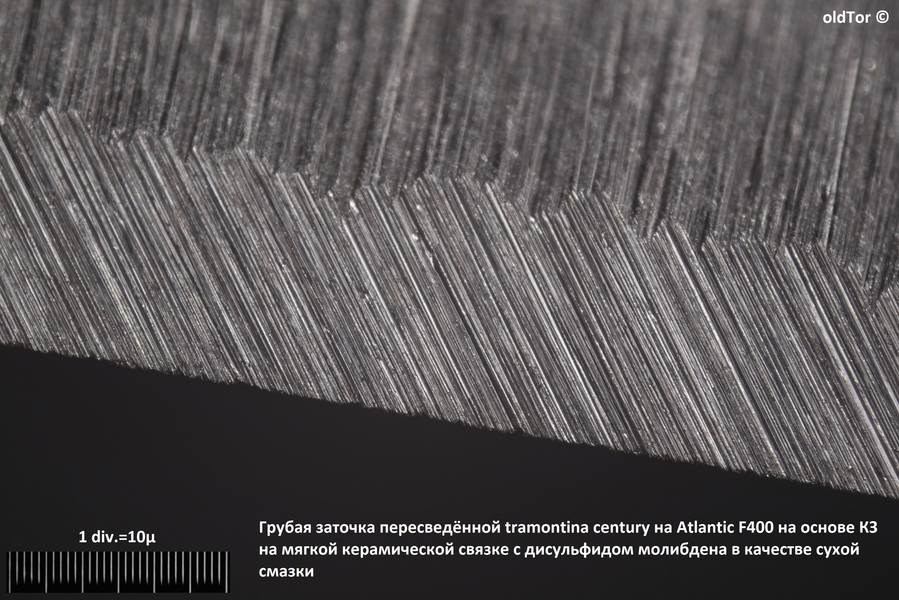
Продолжая пробы с дисульфидом молибдена, попробовал один шикарный брусок с ним - Atlantic на основе КЗ (КК зелёного) на мягкой керамической связке F400 (хотя по моим наблюдениям, его зернистость ближе к F320 - средняя точка фракции, кмк, ближе к F320):
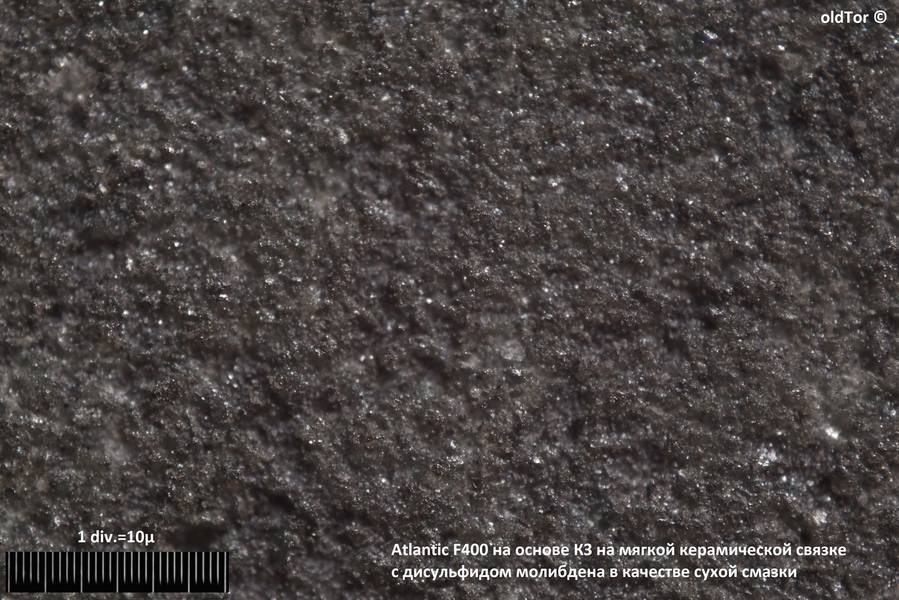
Микрофото бруска - сначала чистая сторона с маркировкой, для оценки зернистости, затем - рабочая с дисульфидом молибдена, уже после работы:
Он умеренно обновляется при заточке высокованадиевых и быстрорежущих сталей типа р12-р18, которые обрабатывает очень однородно и быстро, а на всём остальном обновление его избыточно. Замачивания же он требует "как следует" и добавления воды тоже регулярного.
Но, допустим, у нас ситуация, когда надо заточить обычную кухонную нержавейку, а есть только такой или подобный брусок. И тут как раз ситуацию может исправить дисульфид молибдена. Предварительно брусок лучше замочить или обильно смочить (особенно, если он у нас на бланке - поскольку водники могут менять форму высыхая и намокая, особенно будучи приклеенными к бланкам, это важно и с точки зрения геометрии, так как ровняем мы водники замоченными). Кроме того это позволяет нормально слуриком втереть дисульфид молибдена в поверхность, а иногда это ещё сопровождается тем, что слурик (тут использовал тот же, что в предыдущей пробе), что он выбивает сколько-то суспензии - это не страшно, она сразу с дисульфидом молибдена густеет и "затирает" камень - тут уместно провести параллель с вот этой темой:
https://forum.guns.ru/forummessage/224/2008767.html
В качестве подопытного клинка, была взята пересведённая трамонтина - фаски по такому случаю узкие, так что воздействие бруска на сталь чрезвычайно интенсивно - хотел проверить, получится ли в таком режиме что-то приличное. В общем, я считаю, получилось нормально - брусок жрал как обычно такую сталь очень быстро и жёстко, прорезая кромку, но не травмируя камень. Ну а учитывая, что нержавейка в принципе карбидом кремния (не говоря уж о более агрессивных абразивах) обрабатывается избыточно "резко" - в целом всё ожидаемо:
Предплечье бреет и газету режет фигурно. Но такая кромка даже по продуктам долго не живёт, так что на этом, конечно, я не считаю нормальным остановиться.
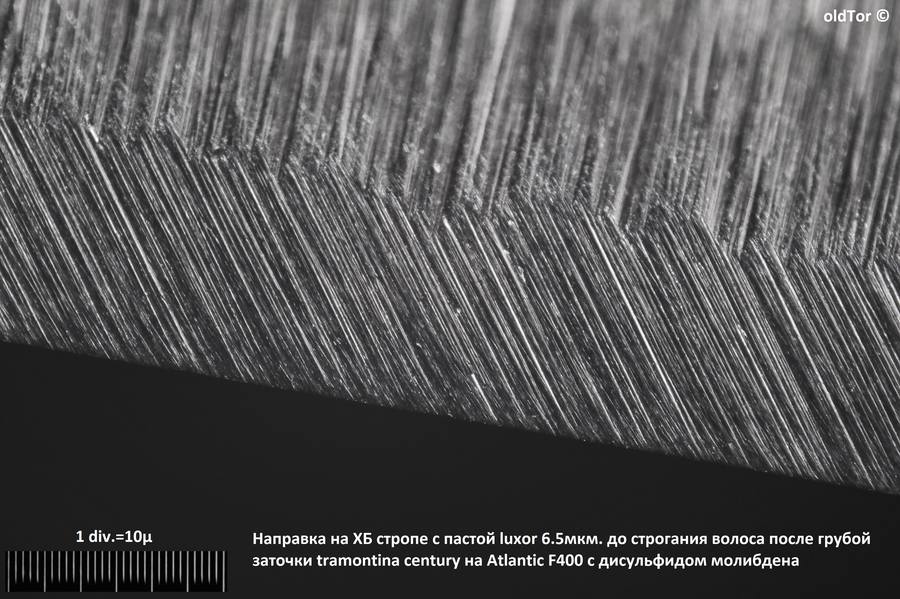
Ну и чтобы уж "добить" пример из разряда "как минимальными средствами добиться некоего максимума, по крайней мере намного лучше заточки заводской", продолжил и завершил я обработку с помощью ХБ стропы с пастой Luxor (ОА) 6,5мкм. Сделал на ней технологический барьер, "спилив" прорезы на кромке и чуть повышая угол направил до строгания волоса - поскольку заусенца при работе на бруске не образовывалось, в силу активного прорезания зёрнами абразива стали и частой смены сторон - буквально через каждые два прохода (а всего их потребовалось по 12 на сторону - что тут точить-то), то ТБ был нужен только для удаления прорезов, выравнивания линии РК. А поскольку ХБ стропа жёсткая, крупного плетения и паста на ней довольно крупная, то если не давить лишнего и соблюдать направление рисок от бруска, то и тут образования заусенца можно избежать. Ну а если паче чаяния он всё-таки появится, то ТБ на той же стропе ещё раз, его легко удалит. Главное не завалить кромку.
В общем, всё легко, быстро и просто:
Конечно, хорошей стойкостью такая РК не будет обладать, но нормальной - будет. Когда требования к клинку невысокие и на первый план выходит скорость - это вполне рабочий вариант для простенького кухонника.
Да, после работы брусок протёр влажным ватным диском - он сильно посветлел, но большая часть дисульфида молибдена на нём осталась, хотя на фото в этот раз это оказалось незаметно (делал на скорую руку) - на снимке и кусочек стропы заодно - вот такой простенький "сет":

В общем, дисульфид молибдена оказался отличной штукой для расширения возможностей мягких камней не только тонких, но и довольно грубых. Правда, оба пока что опробованных, обладали не самой открытой структурой - с более рыхлыми и более грубыми, полагаю, уже так удачно не получится. Но и так я очень доволен - эта сухая смазка не влияет негативно на рез абразива, скорее наоборот - если данную сталь он может активно резать, то будет и с этой смазкой, как показала практика, при том засаливания нет и, похоже, налипание стружек стали на зёрна если и есть, то минимальное. Вся отработка легко стирается ватным диском в процессе работы насухую и камень продолжает резать так же, как на первых проходах.
Микрофото бруска - сначала чистая сторона с маркировкой, для оценки зернистости, затем - рабочая с дисульфидом молибдена, уже после работы:
Он умеренно обновляется при заточке высокованадиевых и быстрорежущих сталей типа р12-р18, которые обрабатывает очень однородно и быстро, а на всём остальном обновление его избыточно. Замачивания же он требует "как следует" и добавления воды тоже регулярного.
Но, допустим, у нас ситуация, когда надо заточить обычную кухонную нержавейку, а есть только такой или подобный брусок. И тут как раз ситуацию может исправить дисульфид молибдена. Предварительно брусок лучше замочить или обильно смочить (особенно, если он у нас на бланке - поскольку водники могут менять форму высыхая и намокая, особенно будучи приклеенными к бланкам, это важно и с точки зрения геометрии, так как ровняем мы водники замоченными). Кроме того это позволяет нормально слуриком втереть дисульфид молибдена в поверхность, а иногда это ещё сопровождается тем, что слурик (тут использовал тот же, что в предыдущей пробе), что он выбивает сколько-то суспензии - это не страшно, она сразу с дисульфидом молибдена густеет и "затирает" камень - тут уместно провести параллель с вот этой темой:
https://forum.guns.ru/forummessage/224/2008767.html
В качестве подопытного клинка, была взята пересведённая трамонтина - фаски по такому случаю узкие, так что воздействие бруска на сталь чрезвычайно интенсивно - хотел проверить, получится ли в таком режиме что-то приличное. В общем, я считаю, получилось нормально - брусок жрал как обычно такую сталь очень быстро и жёстко, прорезая кромку, но не травмируя камень. Ну а учитывая, что нержавейка в принципе карбидом кремния (не говоря уж о более агрессивных абразивах) обрабатывается избыточно "резко" - в целом всё ожидаемо:
Предплечье бреет и газету режет фигурно. Но такая кромка даже по продуктам долго не живёт, так что на этом, конечно, я не считаю нормальным остановиться.
Ну и чтобы уж "добить" пример из разряда "как минимальными средствами добиться некоего максимума, по крайней мере намного лучше заточки заводской", продолжил и завершил я обработку с помощью ХБ стропы с пастой Luxor (ОА) 6,5мкм. Сделал на ней технологический барьер, "спилив" прорезы на кромке и чуть повышая угол направил до строгания волоса - поскольку заусенца при работе на бруске не образовывалось, в силу активного прорезания зёрнами абразива стали и частой смены сторон - буквально через каждые два прохода (а всего их потребовалось по 12 на сторону - что тут точить-то), то ТБ был нужен только для удаления прорезов, выравнивания линии РК. А поскольку ХБ стропа жёсткая, крупного плетения и паста на ней довольно крупная, то если не давить лишнего и соблюдать направление рисок от бруска, то и тут образования заусенца можно избежать. Ну а если паче чаяния он всё-таки появится, то ТБ на той же стропе ещё раз, его легко удалит. Главное не завалить кромку.
В общем, всё легко, быстро и просто:
Конечно, хорошей стойкостью такая РК не будет обладать, но нормальной - будет. Когда требования к клинку невысокие и на первый план выходит скорость - это вполне рабочий вариант для простенького кухонника.
Да, после работы брусок протёр влажным ватным диском - он сильно посветлел, но большая часть дисульфида молибдена на нём осталась, хотя на фото в этот раз это оказалось незаметно (делал на скорую руку) - на снимке и кусочек стропы заодно - вот такой простенький "сет":
В общем, дисульфид молибдена оказался отличной штукой для расширения возможностей мягких камней не только тонких, но и довольно грубых. Правда, оба пока что опробованных, обладали не самой открытой структурой - с более рыхлыми и более грубыми, полагаю, уже так удачно не получится. Но и так я очень доволен - эта сухая смазка не влияет негативно на рез абразива, скорее наоборот - если данную сталь он может активно резать, то будет и с этой смазкой, как показала практика, при том засаливания нет и, похоже, налипание стружек стали на зёрна если и есть, то минимальное. Вся отработка легко стирается ватным диском в процессе работы насухую и камень продолжает резать так же, как на первых проходах.
Пропитка синтетических абразивных брусков.
Процитирую - интересно, надо будет как-нибудь попробовать:
Изначально написано psnsergey:
Пропитал брусок серой. Для этого нужны:
1. Абразив с керамической связкой (некоторые другие надо проверять). Учтите, сера хорошо смазывает (не отменяя нужду в масле или воде), но повышает твердость, чем мягче связка, тем сильнее укрепляется.
2. Сера кормовая, в зоомагазинах, недорога.
3. Сухожаровый шкаф (сухожар, печь) - я применил стерилизатор для маникюрного инструмента. Ничего страшного и в применении современной бытовой духовки нет.
4. Алюминиевая фольга (пищевая), я использовал "Саянскую" 30 мкм.
Методика:
1. Определение объема пор. Абразив пропитать водой, вычесть из массы пропитанного массу сухого (или отмерить объем воды) и высушить (или взять другой такой же). Серы теоретически надо вдвое больше воды по массе. Практически полное 100% пропитывание не получается, так что процентов 20 можно скинуть.
2. Формирование пакета. На плоскую поверхность кладём ДВА (для надёжности, пролившаяся сера это малоприятно) сложенных куска алюминиевой фольги, кладём на них абразив, прижимаем его низ (внизу не нужен карман для жидкой серы, откуда она не может попасть по капиллярам в абразив), заворачиваем края первого куска вверх, чтобы сера не пролилась вниз, назыпаем сверху абразива нужную массу серы и заворачиваем фольгу сверху полностью. Поверх сворачиваем пакет из второго слоя.
3. Запекание. Кладем пакет в печь (можно под низ подложить поддончик, на случай, если всё-таки прольётся), не переворачивая, даём температуру 160 °C (не превышать 200 °C - алюминий может начать активно реагировать с серой, да это и не нужно, выше 160 °C вязкость растёт), время работы печи в минутах примерно как толщина абразива в мм, далее остывание в печи полчаса-час (сера сжимается при застывании, резкое охлаждение - лишние поры).
4. Чистим от серы бока, чем-то типа грубого косяка, порошка на стекле как при обычном выравнивании (сера хрупка) и т.п.
Тестовый брусок у меня был рижский 25А 8П СМ2 16х16х150, он стал пропитан почти весь (был уже б/у и там какая-то грязь - не масло, в горячем масле сера растворяется и плохо смачивать его не может). Вода и масло в брусок теперь почти не впитываются. Заточил сверло (я часто делаю это на руках по бликам), годится, стало лучше: риска такая же, производительность выше.
Расплав серы пахнет, но не раздражает в помещении (токсично не больше бензина, главное не жечь). Можно деревяшки пропитывать и т.п. (почти не меняет цвет дерева, в отличие от масел). ПЭТ пленку для запекания расплав серы съедает.
Вернуться в «Вопросы эксплуатации РИ и абразивов»
Кто сейчас на конференции
Сейчас этот форум просматривают: нет зарегистрированных пользователей и 10 гостей