Не помню где конкретно читал, потом пороюсь в литературе, но для доводки твердосплавного режущего инструмента, применялись таки бруски на основе КК (в тех случаях, когда применялись они) - на довольно твёрдых связках. Порядка СТ, Т. Почему же?
А вот почему:
Ведь карбид кремния зелёный использовали по каким соображениям:
Потому ещё до того, как выгладится, если брусок выбран достаточно удачно по зернистости, связке, структуре - он будет с нормальным количеством рекомендованной СОЖ работать и какое-то время будет нормальное самообновление на уровне не рабочих слоёв поверхности в целом, но на уровне , сначала, зёрен "первоначального" рабочего слоя. Тогда как на особо мягких некоторых брусках, мы не дадим зёрнам успеть поработать толком, они просто вылетят, разрушаясь слишком интенсивно, т.е. ресурс абразива будет использован не экономично, а если речь про инструмент с небольшим пятном контакта - накопаем ям на бруске сразу и заметных. Проверено.
Но вообще всё несколько сложнее, чем просто взять "любой мягкий" или "любой твёрдый" брусок и сделать однозначные выводы - не зря в промышленном применении существовала широкая номенклатура не только кругов и хонинговальных брусков, но и брусков для ручных операций, по характеристикам - связке, твёрдости, степени открытости структуры и пр.
Ну и вот я не раз после гальванических алмазов 63/50 делал финиш свёрл с твердосплавными вставками в т.ч. на КК - на кристолоне файн современном (средняя точка фракции 45 мкм.) с маслом, разумеется, и на Гриталон М40 на связке СТ1 с водой, разумеется (шаг тонкости обработки при том значительный).
Т.е. при выборе брусков я руководствовался тем, чтобы структура была не слишком закрытая, при том твёрдость связки демонстрировала бы и на сталях в т.ч., выделение в суспензию не целеньких зёрен, а частиц, откалывающихся с них.
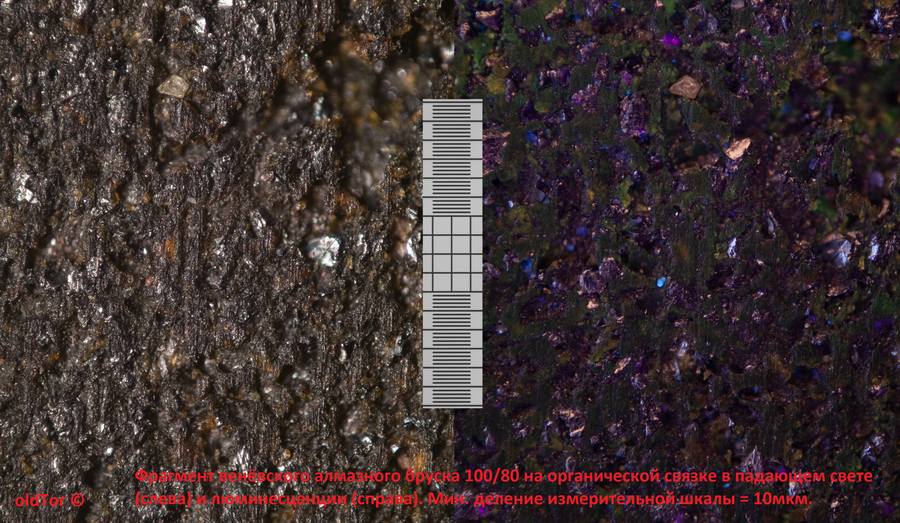
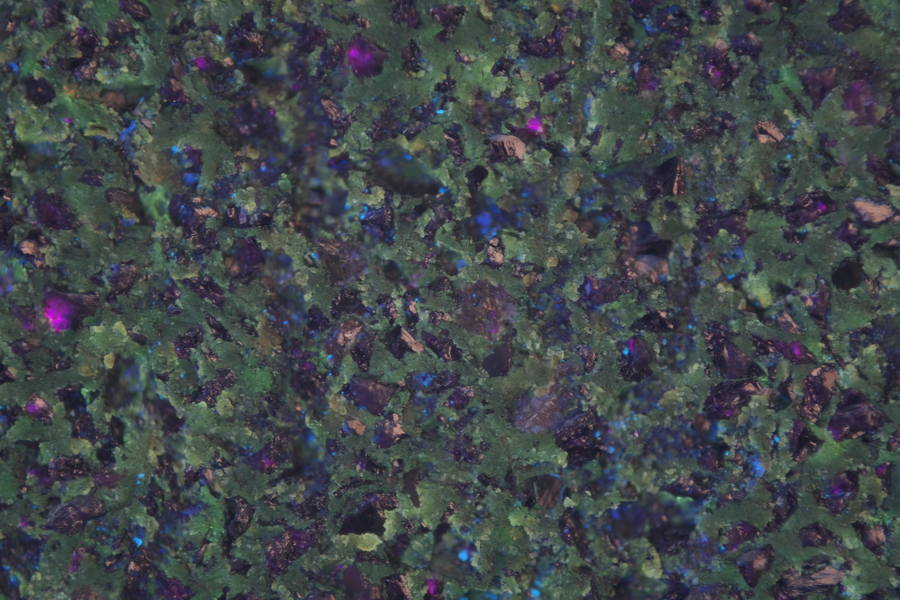
На фото - снял как за 40 секунд работы по каждому бруску появляется шлам:

При том водник оказался грызучее, ну а на масляном - более тонкая работа. Деградация поверхности у них сопоставима оказалась.
При том, возвращаясь к "нашим баранам", т.е. к зёрнам карбида кремния в алмазных брусках - движение в другом направлении по вышеупомянутым брускам с СОЖ, что по масляному, что по водному - сразу давало заметную риску, даже без давления. Так что проверять наличие/отсутствие алмазов в бруске, заявленном алмазным, у которого в связке есть карбид кремния - по-моему, "бесперспективняк".
Оценить по отдельным царапинам или группам царапин, что же там из понамешанного в проблемном алмазном бруске оставило царапины на твердом сплаве - ну это гадание на кофейной гуще, по-моему.
) Или тоже не спасет?