Отдельно благодарю за возможность попробовать их в формате стационарных брусков!
О них можно почитать в этой теме, в частности впечатления Евгения в посте #376, ну и чуть раньше полистать тему рекомендую:
http://forum.guns.ru/forummessage/189/1885953-19.html
И они есть в продаже в апексном формате, здесь:
https://sharpeningstones.ru/ca...81%d0%b8%d1%8f/ gritalon
Обзоры буду публиковать по разным брускам, начну же с Gritalon GC F1200 (M3) - это карбид кремния 64с на связке СМ1, зернистость м3 (FEPA - F1200, JIS - 4000).

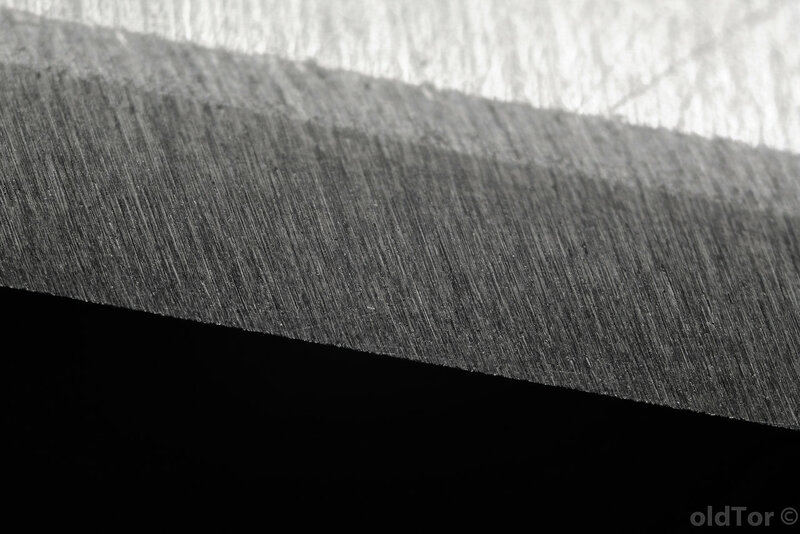
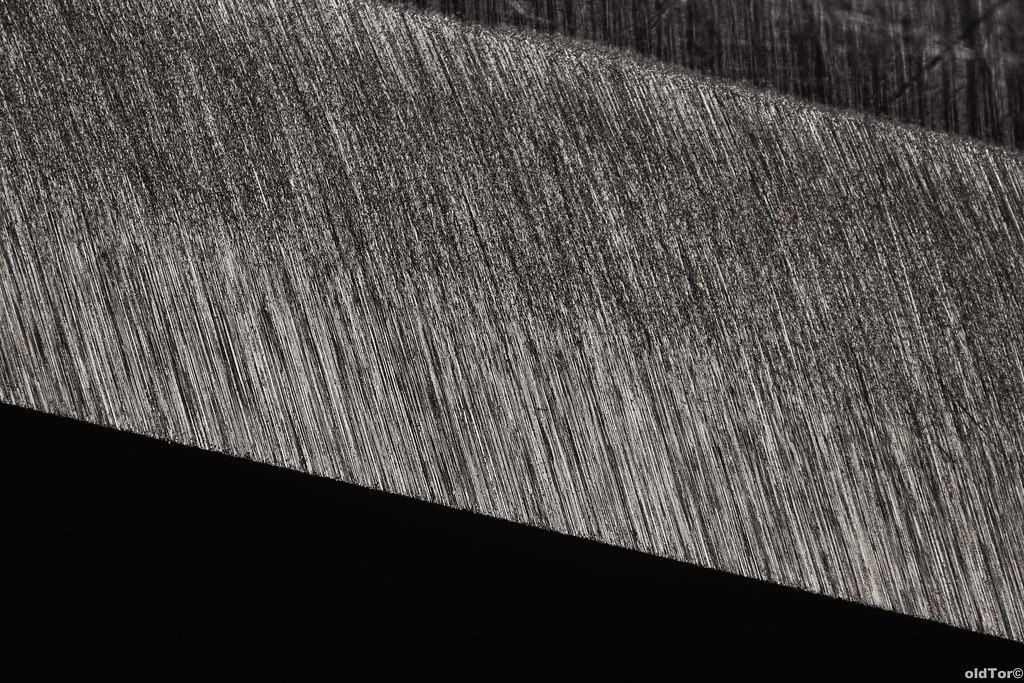
Макрофото поверхности, масштаб 9:1, стэкинг, кроп, 2,5мм. по горизонтали:

К сожалению, на камушке остались следы краски журнала, в который я его накануне завернул, забирая от Евгения, и камни отдавали влагу в бумагу, так что краска немного пристала, заметил только когда уже перегнал фотографии на компьютер, но, думаю, это не очень критично - всё достаточно информативно получилось.
Поскольку камень был уже в работе и не успел полностью высохнуть, замачивать мне его особенно не пришлось, примерно трёх минут оказалось достаточно.
Я пока что успел попробовать три разных ножа - трамонтиновскую нержавейку, D2 довольно вязкую и W75 с зонной закалкой, с заявленной твёрдостью 62-63HRC на кромке.
Первой взял трамонтину, которую надо было немного подправить, и удивился - Евгений предупреждал, что на мягкой нерже будет много суспензии, но, почему-то, наверное потому, что ранее была довольно тонко заточена (не помню на чём, но сопоставимо по тонкости с этим бруском), либо может потому что реально мягковатая даже для трамонтины, были только жирные чёрные следы снятого металла, кстати, очень легко удаляемые - просто пальцем провёл и шлам стирается, и практически не было суспензии - СОЖ лишь слегка помутнела. ( Вот сейчас, уже контрольно проверил на трамонтине про-мастер - всё нормально, вот на ней суспензия выделяется). В общем, за пару минут, всё получилось просто замечательно, тактильно очень приятно работать, съём активен просто очень, при том аккуратный и чистенький.
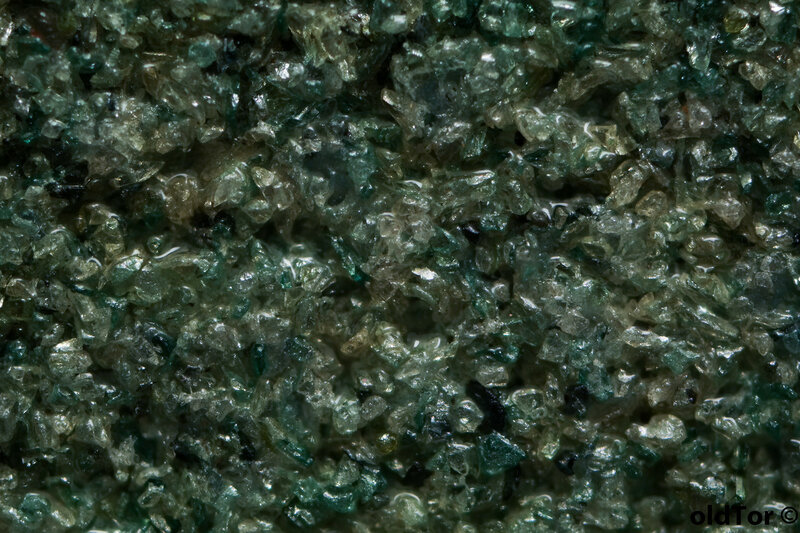
Вот так это выглядит в макро - 9:1, стэкинг, кроп, 2,5мм. по горизонтали:

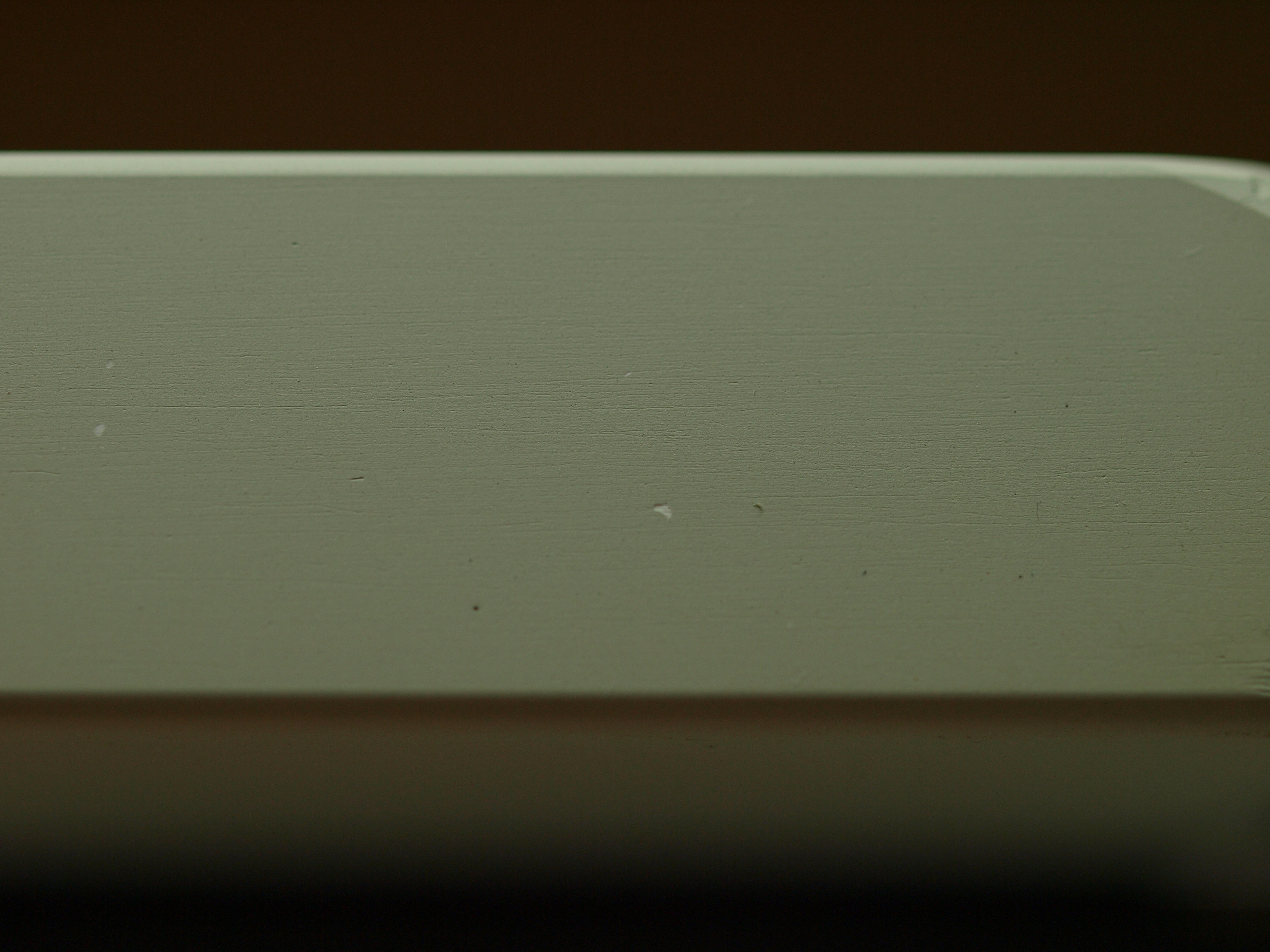
Далее, я попробовал на ноже из D2 с более широкой фаской, ранее заточен нож был на Гриндермановском бруске F600 из карбида кремния. Такой шаг зерна, при переходе на Gritalon GC F1200, оказался совершенно комфортным. Удерживать угол вручную, при работе на этом бруске тоже оказалось очень удобно. Я обработал всю фаску, и под конец сделал по нескольку проходов чуть акцентируя движения на зерно, легонько, потому повышение угла, в отличие от нержавейки, где я его явно сделал, получилось еле-заметное, невыраженное.
Суспензия выделялась активно, следов на камне практически не остаётся - шлам сразу начинает плавать в водичке, при том если её достаточное количество, то не смешиваясь с суспензией достаточное количество времени, чтобы не торопиться всё смыть сразу же, что очень удобно. Вот такой вышел результат - параметры макро те же:

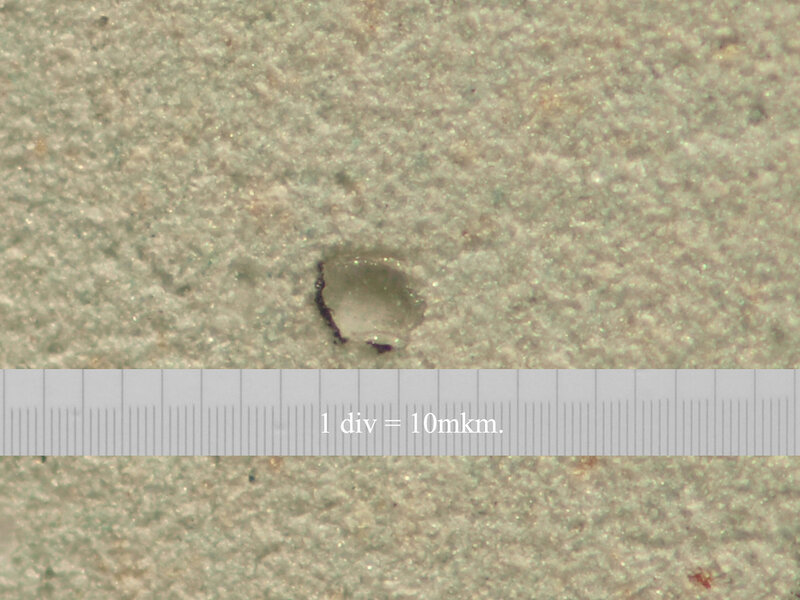
Последней, сегодня я опробовал сталь W75 на клиночке немного пересведённом, фаска потому очень-очень узкая, до того была заточена на левантийском камне, сопоставимо с F800. Теперь картина стала снова чуть другой - суспензии лишь чуть-чуть меньше, чем при заточке D2, и опять снова следы шлама на самом камне, как при заточке нержавейки, но так же легко убирающиеся. Вообще, думаю, что если бы пятно контакта было бы такое же, то суспензии, вероятно, было бы чуть меньше. Надо сказать, что при такой узкой фаске, по бруску хоть и весьма и весьма плотному, но твёрдости СМ1, удерживать угол и малое давление - очень трудно, и пожалуй, я его дал немного избыточное, однако удалось не завалить фаску и всё получилось довольно аккуратно. Под конец работы, я убрал воду и попробовал сделать несколько проходов на просто влажном камне без воды - это иногда помогает, когда осталось сделать последние штрихи, а камень с высокой обновляемостью - выполнить их без суспензии. Следы снятого металла остались намного жирнее, но потом я без особого труда их смыл. Вышло вот так:

В целом, визуально, кромка на всех трёх вариантах сталей, отличается мало, производительность везде высокая, хотя суспензии на втором и третьем клинке выделялось много, я бы не сказал что износ камня заметен - по-моему удержание формы весьма на уровне, ну да об этом сказано и в комментариях к нему на sharpeningstones.ru : "Повышенная концентрация абразива на единицу объема и минимум связующих добавок. Хорошо впитывает и удерживает пленку воды на поверхности, пониженный износ камня."
Резюмируя - камень мне очень понравился, в работе похож на японские тонкие искусственные водники: тактильно, по поведению суспензии, по результатам работы. Засаливаемость невысокая либо легко удаляемая. Способность на такой тонкости зерна именно резать риску и активно снимать, при том относясь к кромке бережно, помимо прочего, благотворно сказывается на точности удержания угла при заточке вручную.