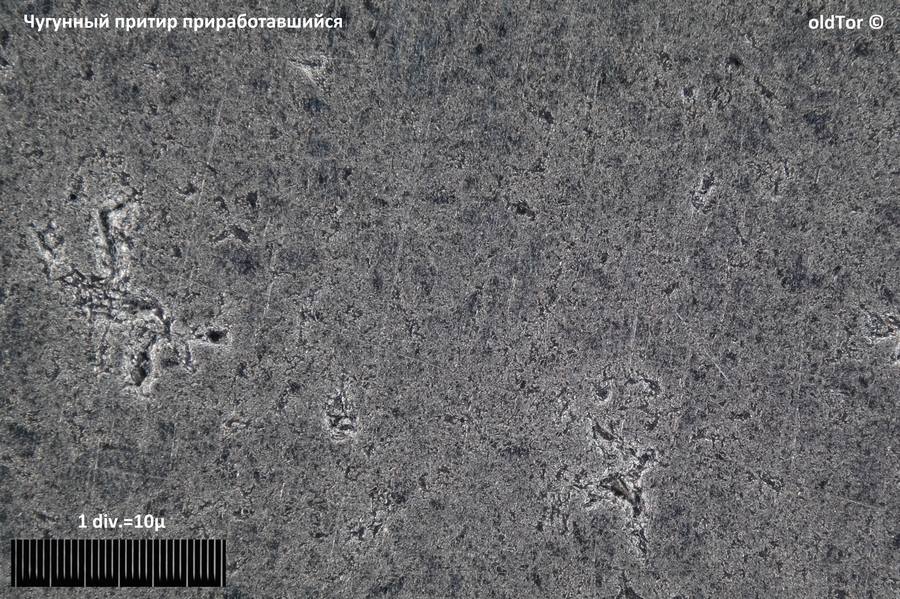
Сделал два снимка поверхности с разным положением осветителя для лучшего понимания результата - масштаб идентичен:


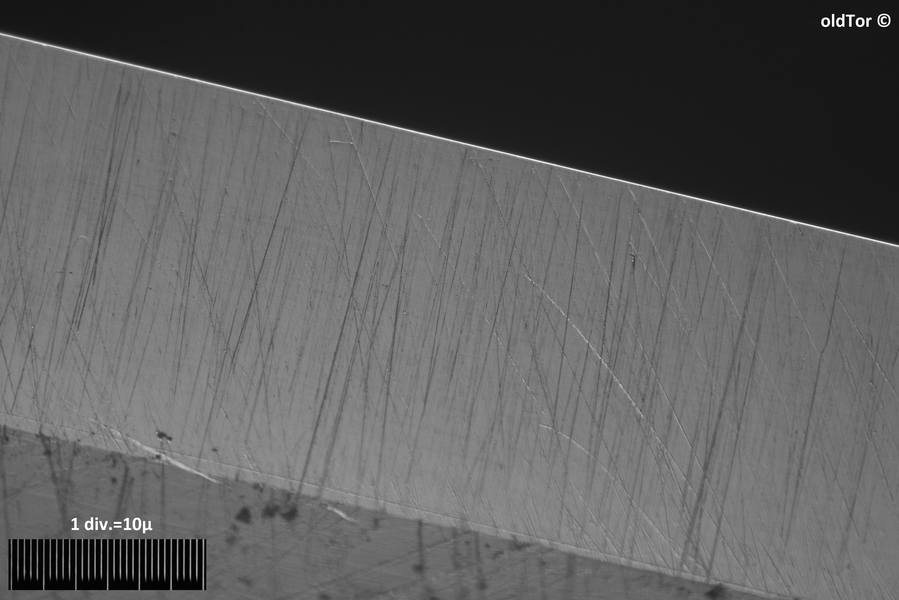
Попробовал поработать с Luxor 1мкм. По бритве вышла полная хрень - мало того, что тактильный отклик ухудшился, так ещё и на фаске беспредел, включая шаржирование, хотя кромку сделать нормальной мне удалось:
Кстати, давно собирался показать, сделал снимок _не отмытой_фаски_ - видна плёнка окислов с радужной окраской (это уайт-спирит с олеинкой постарались - характерно выглядит) а ближе к РК как бы "пузырьки" - это так собирается какая-то часть олеиновой кислоты:
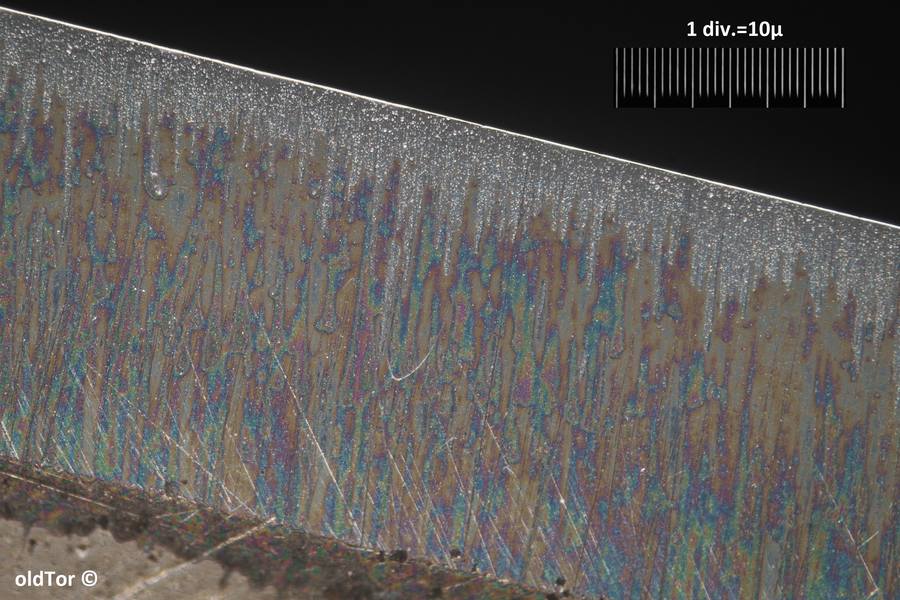
Ну и конечно, под таким слоем ПАВ и с плёнкой окислов, безобразие не так заметно. Поэтому очень важно при работе всегда тщательно протирать клинок для оперативного оптического контроля, причём удалить олеинку "насухую" не выйдет - нужно что-то, смоченное в бензине (для зажигалок, например) или в чистом уайт-спирите, а потом уже вытереть насухо. Если для фото, то микрофибровой салфеткой - она не оставляет ворсинок практически.
Я подумал, что делать дальше, и пока ещё притир в таком виде, опробовал его с Luxor 6.5мкм. А вот с этой фракцией вышло хорошо. Правда, я не снимал, но при случае снимки сделаю. В общем - шаржировалось как следует, работа весьма однородная, производительность бешеная. До реза волоса после ТБ - легко. Одно "но" - шероховатость фаски грубовата, грубее чем при работе на стекле и работа более жёсткая. Ну да ладно. Пока что надо было вернуться к зерну 1мкм. Я перепритёр чугун бруском Гриталон М10 СТ3 и далее "пришабрил" его поверхность ребром того же арканзаса и затем уже его рабочей плоскостью (с маслом) слегка сгладил поверхность. Вышло вот так (масштаб идентичен снимкам притира в этом посте ранее):

Занятно вышло - если в первом случае "островки" между грубых рисок вышли более гладкими, и "дыры" в них сильно позатирались, то тут - нет. Но зато поверхность в целом вышла более однородной.
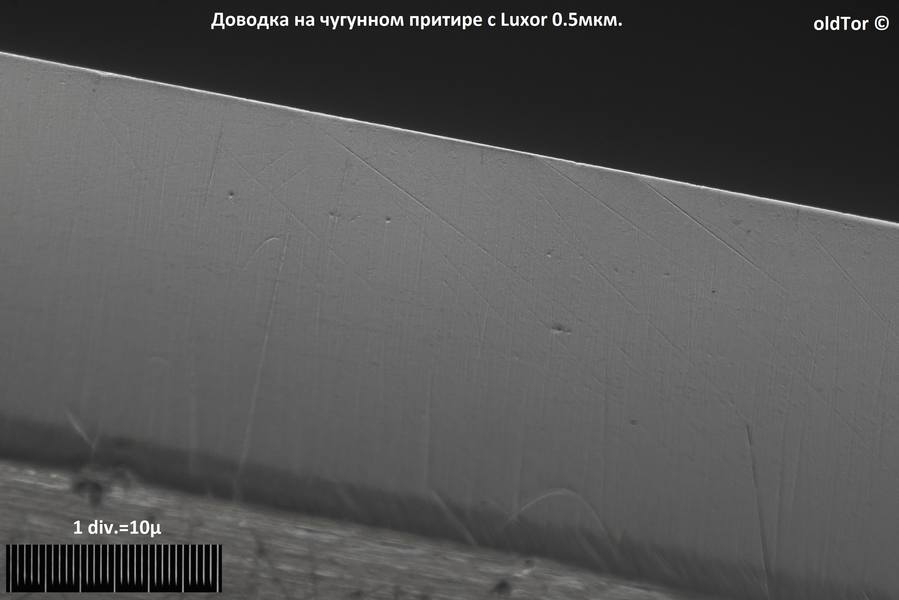
Опять взял Luxor 1мкм. - ну что, уже намного лучше:
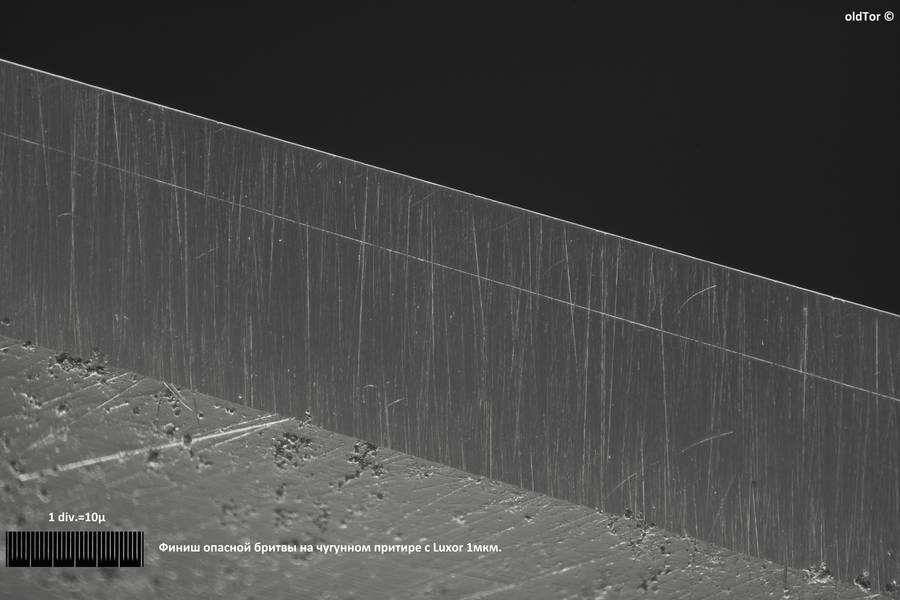
Я бы даже сказал - вполне прилично (на уровне многих тонких искусственных брусков с зерном под 8.000-12.000 JIS, кроме Суэхиро G8 - он по этой бритве работал тоньше, а у него "всего" 8000JIS, но он в принципе по тонкости и однородности работы уделывает большинство и более "высокогритных" синтетиков).
Причём, поверхность просто аццки блестит, но - между довольно широких и глубоких рисок - это намного грубее, чем на стекле то же зерно и менее однородно. Но, кромку, опять-таки удалось получить приличную, а фаски тоже стали намного лучше. Но это не работа, которую ожидаешь от 1мкм. зерна. Хотя такой вариант я считаю, достоин быть рабочим. Тем более, ситуация станет лучше, если обрабатывать более твёрдые и сложные по составу стали и с большим углом заточки. Но - при необходимости, даже на бритве таким манером, выходит, можно получить вполне пристойный результат. Только опять-таки - надо раньше остановиться, а то кромка чрезмерно гладкая.