Заточка ножей из быстрорежущих сталей
-
oldTor

- Сообщения: 2188
- Зарегистрирован: 08 сен 2015, 13:28
- Контактная информация:
Заточка ножей из быстрорежущих сталей
Большое спасибо!
-
oldTor
- Сообщения: 2188
- Зарегистрирован: 08 сен 2015, 13:28
- Контактная информация:
Заточка ножей из быстрорежущих сталей
Пробовал тут косяк из р6м5 на чугунном притире от Северной Артели. Вообще, сначала тест начинался на других абразивах - я пробовал ещё раз проверить свои тесты давнишние (уже несколько лет прошло), что угол менее 26 град. (полного угла) на обычных HSS с достижением сколько-нибудь рабочей и однородной кромки - не получается. Нужно же мне это было в ракурсе требований некоторых клиентов как-то добиться на их резчицких ножах из быстрорезов аж иногда 20 (!!!) градусов и чтобы резало "долго и хорошо". Правда, потом выяснялось, что реальных 20 градусов у них не бывало, вопреки их уверенности - там всегда присутствовала довольно мощная даже не направка, а по сути попытка заточки на грубоватой пасте на мездровой (!!!) стороне кожи. Как следствие - элементарная проверка результирующего угла, показывала все 30, а если нож затачивался перед тем на шкурке "наклеенной на стекло, а как же, так же "плоскость" получаем"))))) то до 35 градусов примерно. Т.е. банальный завал в т.ч. в самой зоне РК - а он ведь иногда получается и на твёрдых абразивах, пусть и не такой выраженный - ниже я покажу)
На нескольких камнях (искусственных и природных) пробовал, а также на чугунном и стеклянном притирах - везде картина +- одна, при угле в 24 и в 25 градусов, с незначительной разницей получился оверхонинг + иногда микросколы, после технологического барьера в т.ч. и во всех случаях, когда тонкость кромки позволяла выйти на строгание волоса.
При 25,8-26,4 градуса, удавалось создать однородную кромку с такой остротой. Причём, из имеющихся у меня косяков из р6м5 был выбран лучший.
Правда, он всё равно хуже стамески из р6м5 (сделанной из толстой фрезы, а не из полотна мехпилы, как косяки), в пробах не участвовавшей - я её затачиваю с микрофаской на арканзасе на 28 градусов и меня всё устраивает - но она не для самого чистого реза- даже при меньшем масштабе микрофото (по горизонтали кадра целых 4мм.) - на РК виден регулярный мелкий зубчик:
 Microbevel on black translucent arkansas
Microbevel on black translucent arkansas
Собственно, я вообще считаю, что быстрорезы для особо тонкого чистого реза далеко не лучший выбор и лучше их финишировать погрубее и использовать соответственно. Ну а на чём конкретно финшировать, не суть важно - главное заточнику понимать, какой характер кромки он хочет получить и как это сделать. И обычно +- сходный результат можно получить на широком спектре абразивов.
В общем, выяснилось, что нормально получается, округлённо, начиная с 26 градусов полного угла.
Конечно, для невооружённого взгляда всё и при 24 выгладит неплохо, или в 10х лупу и даже в МПБ-2 (24х). Только ногтевой тест показывает, что не всё так радужно. Ну и нормальных чистых резов можно сделать лишь несколько - дальше уже всё хуже - если ухудшение чистоты реза не сразу становится заметным, то усилие приходится прилагать заметно бОльшее (полуторец сосны резал). В общем - при таком угле HSS держит РК хуже 9ХС. Что неудивительно.
Ну а теперь, собственно к притирам. Во-первых, немного расстроил притир чугунный - при его переподготовке к работе, а делал я это на суспензии КЗ F500 на граните (и затем сглаживал керамикой), вскрылась каверна, вот такая:

Правда, она с краешка и в работе не мешает. Но возникает вопрос, а сколько их там может оказаться ещё. Ну да ладно, главное, пока что не мешает.
Шаржировал пасту венёвскую алмазную из бережно расходуемого шприца, паста из которого ранее казалась "самой чистой" с точки зрения абразивной гигиены. Потому, собственно, я радостно её нанёс и начал работать.
При полном угле 26 градусов уже не было оверхонинга при достигаемой остроте способной строгать волоса, однако сколы на кромке снова появились. При том, что до этого, на синтетических брусках уже всё было нормально - они ушли, когда угол достиг 26 град.
Да, к слову, в "обычном макро" микрофаска, на которой шла работа, выглядит "ну совсем чисто" и зеркалит:
Ну а вот, что мы наблюдаем в микро:
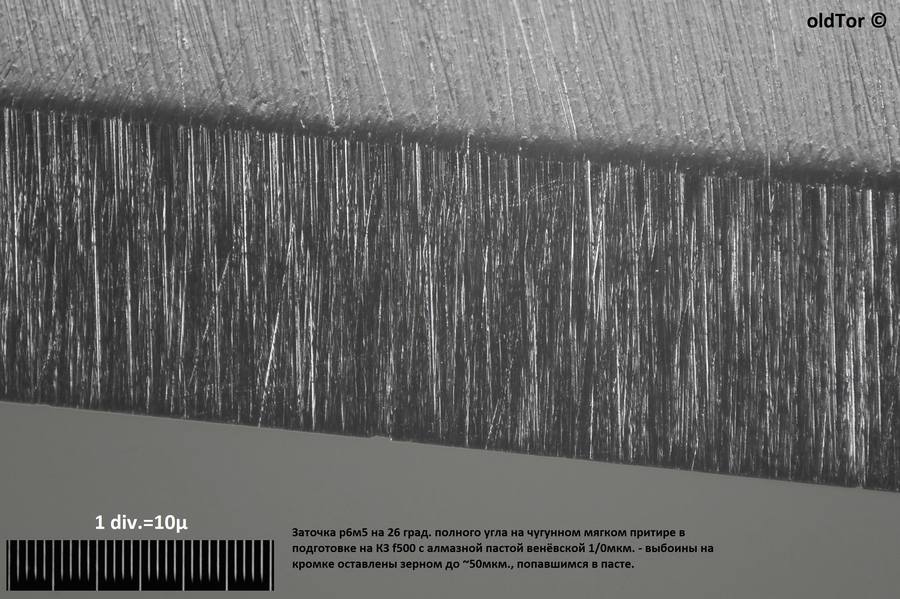
Я диву дался, но полез с микроскопом осматривать притир. И вот тут оказалось, что при 26 градусах даже на HSS, у которого карбидов хватает и в т.ч. размером до добрых 10мкм., проблема уже в пасте. Так что и "бережно хранимый" шприц, похоже, пойдёт в мусорку - вот такое зернище я обнаружил:

При том, что по плоской стороне косяка, всё в целом выгладит нормально:
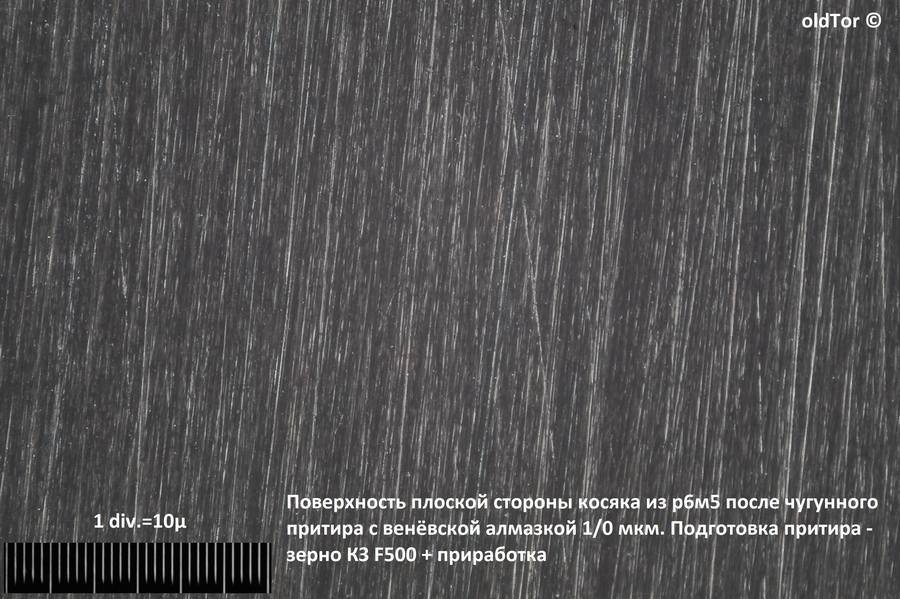
Ну а то, что в целом обработка грубовата для зерна 1/0 - ну так на мягком чугуне, и в притирке всё-то до F500 - это ожидаемо. И по аналогии с недавно мною показанными результатами на нём с зерном 3/2мкм. - вполне кореллирует - работа немного тоньше.
То, что наиболее крупная выбоина на РК намного меньше, чем паразитное зерно - объясняется двумя факторами:
1) чугун этот, повторюсь - мягкий. Зерно при шаржировании пасты, село достаточно глубоко и лишь слегка торчит
2) при таком угле заточки, фаска обладает выраженной упругостью, а угол атаки "на зерно" - достаточно мал. Как следствие, "встречая рельеф" притира с зерном, она чуть отгибается, благодаря чему самая зона РК оказывается сглаженной, а кромка уже не всегда получает скол, или хотя бы не всегда крупный - она слегка отгибается и страдает меньше.
И, кстати, благодаря такому характера воздействия, когда включается и угол атаки определённый, и соотношения рельефов и количество и вязкость СОЖ/ПАВ и упругость фаски и бог знает что ещё - пресловутое "обтачивание карбидов", о котором так много любят говорить, но представляющие это скорее в теории- таки происходит, причём происходит именно в этой самой зоне РК. Тогда как далее, ближе к предыдущей фаске - его нет - там уже фаска жёстче, риска выраженнее и шероховатость грубее среднего размера карбидов (как это происходит при таком тонком зерне - ответ элементарный - грубость работы определяется не размером зерна, точнее не только им, а рельефом притира/бруска/камня - выступы рельефа несут на себе по многу зёрен мелкой фракции и каждый такой выступ может работать сопоставимо с просто более крупным зерном) - их просто "вырезает" с фаски.
При том, что если обратить внимание на предыдущую фаску на микрофото, где хорошо виден её фрагмент, обнаружим, что никакого обтачивания карбидов там вообще не было - а ту фаску я делал на полтавском бруске 14/10мкм. Там и карбиды не вырезало особо - вон сколько их торчит, и не обточило. При том добрая часть рисок там - прочерчена выпавшими карбидами.
Далее, я снова сделал тех. барьер и решил проточить ещё на стеклянном притире с той же пастой - я уже устал и мне не хотелось лезть за другой - в принципе, когда растираем по стеклянному притиру пасту (заодно разбивая агломераты) - настолько более крупное зерно уже никуда не сядет, мы его сотрём с притира перед работой. так в общем и вышло - если ещё такое и попадалось, то я его убрал - на стеклянном таких сюрпризов на РК уже не было:
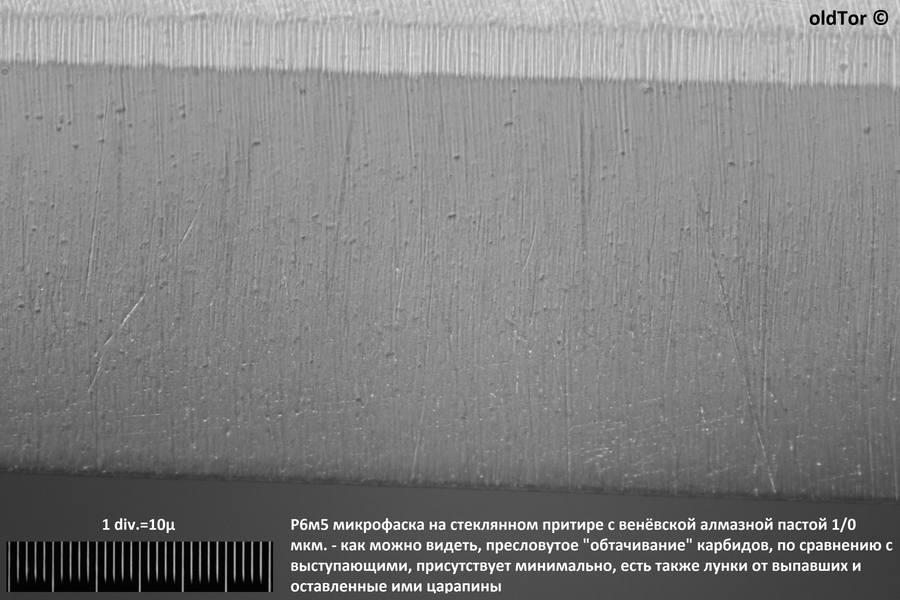
Но мне всё равно не понравился результат - "бывало и получше", видимо "не мой день" сегодня. Во-первых, пасту лучше было бы брать ВОМ или хотя бы повысить концентрацию на притире - я же брал венёвскую НОМ - в результате, я опять не получил пресловутого "обтачивания карбидов" - оно присутствует на небольшой по ширине части фаски, примерно 200мкм. от РК. Т.е. опять-таки там, где упругость фаски не позволяла зерну в притире "крошить" карбиды или выбивать их, но создавались условия для их обточки - если открыть фото в оригинальном размере - можно разглядеть такие "обточенные" в виде чуть более тёмных пятнышек, заподлицо или почти заподлицо с остальной поверхностью. Вот далее 200мкм. от РК, к предыдущей фаске - уже карбиды вовсю торчат, и многие кажутся крупнее чем могли бы быть, но это уже из-за наплывов на них матрицы.
Ну и в начале обзора я обещал показать "завал на твёрдом" - вот тут я его и получил - фаска откровенно выпукловата, пусть и на 10-15 мкм. её середина выступает на зоной РК и границей с предыдущей фаской, но тем не менее. Это, конечно, нехорошо, и я считаю это ошибкой - видимо, уже устал, чтобы как следует следить за работой.
Да, при том небольшая полосочка стали на самой кромке, которая будто бы "с повышением угла" - это не оно. Это уже тот самый участок, шириной около 10мкм. (бывает и меньше - порядка 3мкм., но нередко в районе 6-10мкм.), где собственно происходит окончательное заострение - тут он выглядит так контрастно из-за угла падения света - трудно зеркалящую поверхность осветить как следует - даёт засветку, ну а на самую зону РК - дала тень.
Подводя итоги.
1. Я ещё раз убедился, теперь и на притирах, что минимальный угол на обычных HSS сталях, при котором возможна и действительно тонкая острая кромка и при этом с нормальной стойкостью, составляет 26 градусов полного угла.
2. Я ещё раз убедился и постарался это показать - обтачивание карбидов при обработке алмазами, что на брусках, что на притирах из разных материалов, НЕ является основной характерной особенностью алмазной обработки, и чтобы достичь этого, нужно приложить усилия и учесть множество факторов. Иначе, этот эффект запросто может оказаться почти незаметным на фоне обычных проблем с карбидами - их чрезмерное выпирание из матрицы, выпадение, "выбивание" из неё (если глянуть мои старые обзоры финиша быстрорезов на других абразивах - обнаружим, что везде, где зерно тоньше м7, картина сходная), царапины от выпавших, царапание ими абразивов и так далее.
Т.е. алмазная обработка не даёт априори решения этой проблемы. Для этого нужно тоже приложить определённые усилия по подбору режима обработки, концентрации зерна, его однородности, уделить внимание технике работы, чтобы получить искомый результат хотя бы в самой зоне режущей кромки.
3. Венёвская тонкая паста опять облажалась. Грязная. Реал-Дзержинск, к сожалению, хоть в целом получше, но в ней тоже встречается разнобой по зерну. Нужно искать более качественные алмазки.
4. Любые разглагольствования о том "как работает алмаз" на тех или иных сталях, при тех или иных углах, фракциях и прочих факторах - пока не подтверждены пруфами конкретных проб с соответственными по информативности иллюстрациями - остаются пустым теоретизированием и к практике не имеют отношения.
И уж совсем бредом выглядят заявления, что "алмаз всегда даёт пилу, а прочие абразивы - нет" - я только что показал, и делал это и ранее, что на природниках и синтетиках, не алмазных, можно сделать более выраженную "пилу" на РК, а на алмазе получить гладкую РК - вопрос только в том, чтобы знать, что хочешь сделать и уметь это. А абразив тут - вторичен.
На нескольких камнях (искусственных и природных) пробовал, а также на чугунном и стеклянном притирах - везде картина +- одна, при угле в 24 и в 25 градусов, с незначительной разницей получился оверхонинг + иногда микросколы, после технологического барьера в т.ч. и во всех случаях, когда тонкость кромки позволяла выйти на строгание волоса.
При 25,8-26,4 градуса, удавалось создать однородную кромку с такой остротой. Причём, из имеющихся у меня косяков из р6м5 был выбран лучший.
Правда, он всё равно хуже стамески из р6м5 (сделанной из толстой фрезы, а не из полотна мехпилы, как косяки), в пробах не участвовавшей - я её затачиваю с микрофаской на арканзасе на 28 градусов и меня всё устраивает - но она не для самого чистого реза- даже при меньшем масштабе микрофото (по горизонтали кадра целых 4мм.) - на РК виден регулярный мелкий зубчик:
Microbevel on black translucent arkansas Собственно, я вообще считаю, что быстрорезы для особо тонкого чистого реза далеко не лучший выбор и лучше их финишировать погрубее и использовать соответственно. Ну а на чём конкретно финшировать, не суть важно - главное заточнику понимать, какой характер кромки он хочет получить и как это сделать. И обычно +- сходный результат можно получить на широком спектре абразивов.
В общем, выяснилось, что нормально получается, округлённо, начиная с 26 градусов полного угла.
Конечно, для невооружённого взгляда всё и при 24 выгладит неплохо, или в 10х лупу и даже в МПБ-2 (24х). Только ногтевой тест показывает, что не всё так радужно. Ну и нормальных чистых резов можно сделать лишь несколько - дальше уже всё хуже - если ухудшение чистоты реза не сразу становится заметным, то усилие приходится прилагать заметно бОльшее (полуторец сосны резал). В общем - при таком угле HSS держит РК хуже 9ХС. Что неудивительно.
Ну а теперь, собственно к притирам. Во-первых, немного расстроил притир чугунный - при его переподготовке к работе, а делал я это на суспензии КЗ F500 на граните (и затем сглаживал керамикой), вскрылась каверна, вот такая:
Правда, она с краешка и в работе не мешает. Но возникает вопрос, а сколько их там может оказаться ещё. Ну да ладно, главное, пока что не мешает.
Шаржировал пасту венёвскую алмазную из бережно расходуемого шприца, паста из которого ранее казалась "самой чистой" с точки зрения абразивной гигиены. Потому, собственно, я радостно её нанёс и начал работать.
При полном угле 26 градусов уже не было оверхонинга при достигаемой остроте способной строгать волоса, однако сколы на кромке снова появились. При том, что до этого, на синтетических брусках уже всё было нормально - они ушли, когда угол достиг 26 град.
Да, к слову, в "обычном макро" микрофаска, на которой шла работа, выглядит "ну совсем чисто" и зеркалит:
Ну а вот, что мы наблюдаем в микро:
Я диву дался, но полез с микроскопом осматривать притир. И вот тут оказалось, что при 26 градусах даже на HSS, у которого карбидов хватает и в т.ч. размером до добрых 10мкм., проблема уже в пасте. Так что и "бережно хранимый" шприц, похоже, пойдёт в мусорку - вот такое зернище я обнаружил:
При том, что по плоской стороне косяка, всё в целом выгладит нормально:
Ну а то, что в целом обработка грубовата для зерна 1/0 - ну так на мягком чугуне, и в притирке всё-то до F500 - это ожидаемо. И по аналогии с недавно мною показанными результатами на нём с зерном 3/2мкм. - вполне кореллирует - работа немного тоньше.
То, что наиболее крупная выбоина на РК намного меньше, чем паразитное зерно - объясняется двумя факторами:
1) чугун этот, повторюсь - мягкий. Зерно при шаржировании пасты, село достаточно глубоко и лишь слегка торчит
2) при таком угле заточки, фаска обладает выраженной упругостью, а угол атаки "на зерно" - достаточно мал. Как следствие, "встречая рельеф" притира с зерном, она чуть отгибается, благодаря чему самая зона РК оказывается сглаженной, а кромка уже не всегда получает скол, или хотя бы не всегда крупный - она слегка отгибается и страдает меньше.
И, кстати, благодаря такому характера воздействия, когда включается и угол атаки определённый, и соотношения рельефов и количество и вязкость СОЖ/ПАВ и упругость фаски и бог знает что ещё - пресловутое "обтачивание карбидов", о котором так много любят говорить, но представляющие это скорее в теории- таки происходит, причём происходит именно в этой самой зоне РК. Тогда как далее, ближе к предыдущей фаске - его нет - там уже фаска жёстче, риска выраженнее и шероховатость грубее среднего размера карбидов (как это происходит при таком тонком зерне - ответ элементарный - грубость работы определяется не размером зерна, точнее не только им, а рельефом притира/бруска/камня - выступы рельефа несут на себе по многу зёрен мелкой фракции и каждый такой выступ может работать сопоставимо с просто более крупным зерном) - их просто "вырезает" с фаски.
При том, что если обратить внимание на предыдущую фаску на микрофото, где хорошо виден её фрагмент, обнаружим, что никакого обтачивания карбидов там вообще не было - а ту фаску я делал на полтавском бруске 14/10мкм. Там и карбиды не вырезало особо - вон сколько их торчит, и не обточило. При том добрая часть рисок там - прочерчена выпавшими карбидами.
Далее, я снова сделал тех. барьер и решил проточить ещё на стеклянном притире с той же пастой - я уже устал и мне не хотелось лезть за другой - в принципе, когда растираем по стеклянному притиру пасту (заодно разбивая агломераты) - настолько более крупное зерно уже никуда не сядет, мы его сотрём с притира перед работой. так в общем и вышло - если ещё такое и попадалось, то я его убрал - на стеклянном таких сюрпризов на РК уже не было:
Но мне всё равно не понравился результат - "бывало и получше", видимо "не мой день" сегодня. Во-первых, пасту лучше было бы брать ВОМ или хотя бы повысить концентрацию на притире - я же брал венёвскую НОМ - в результате, я опять не получил пресловутого "обтачивания карбидов" - оно присутствует на небольшой по ширине части фаски, примерно 200мкм. от РК. Т.е. опять-таки там, где упругость фаски не позволяла зерну в притире "крошить" карбиды или выбивать их, но создавались условия для их обточки - если открыть фото в оригинальном размере - можно разглядеть такие "обточенные" в виде чуть более тёмных пятнышек, заподлицо или почти заподлицо с остальной поверхностью. Вот далее 200мкм. от РК, к предыдущей фаске - уже карбиды вовсю торчат, и многие кажутся крупнее чем могли бы быть, но это уже из-за наплывов на них матрицы.
Ну и в начале обзора я обещал показать "завал на твёрдом" - вот тут я его и получил - фаска откровенно выпукловата, пусть и на 10-15 мкм. её середина выступает на зоной РК и границей с предыдущей фаской, но тем не менее. Это, конечно, нехорошо, и я считаю это ошибкой - видимо, уже устал, чтобы как следует следить за работой.
Да, при том небольшая полосочка стали на самой кромке, которая будто бы "с повышением угла" - это не оно. Это уже тот самый участок, шириной около 10мкм. (бывает и меньше - порядка 3мкм., но нередко в районе 6-10мкм.), где собственно происходит окончательное заострение - тут он выглядит так контрастно из-за угла падения света - трудно зеркалящую поверхность осветить как следует - даёт засветку, ну а на самую зону РК - дала тень.
Подводя итоги.
1. Я ещё раз убедился, теперь и на притирах, что минимальный угол на обычных HSS сталях, при котором возможна и действительно тонкая острая кромка и при этом с нормальной стойкостью, составляет 26 градусов полного угла.
2. Я ещё раз убедился и постарался это показать - обтачивание карбидов при обработке алмазами, что на брусках, что на притирах из разных материалов, НЕ является основной характерной особенностью алмазной обработки, и чтобы достичь этого, нужно приложить усилия и учесть множество факторов. Иначе, этот эффект запросто может оказаться почти незаметным на фоне обычных проблем с карбидами - их чрезмерное выпирание из матрицы, выпадение, "выбивание" из неё (если глянуть мои старые обзоры финиша быстрорезов на других абразивах - обнаружим, что везде, где зерно тоньше м7, картина сходная), царапины от выпавших, царапание ими абразивов и так далее.
Т.е. алмазная обработка не даёт априори решения этой проблемы. Для этого нужно тоже приложить определённые усилия по подбору режима обработки, концентрации зерна, его однородности, уделить внимание технике работы, чтобы получить искомый результат хотя бы в самой зоне режущей кромки.
3. Венёвская тонкая паста опять облажалась. Грязная. Реал-Дзержинск, к сожалению, хоть в целом получше, но в ней тоже встречается разнобой по зерну. Нужно искать более качественные алмазки.
4. Любые разглагольствования о том "как работает алмаз" на тех или иных сталях, при тех или иных углах, фракциях и прочих факторах - пока не подтверждены пруфами конкретных проб с соответственными по информативности иллюстрациями - остаются пустым теоретизированием и к практике не имеют отношения.
И уж совсем бредом выглядят заявления, что "алмаз всегда даёт пилу, а прочие абразивы - нет" - я только что показал, и делал это и ранее, что на природниках и синтетиках, не алмазных, можно сделать более выраженную "пилу" на РК, а на алмазе получить гладкую РК - вопрос только в том, чтобы знать, что хочешь сделать и уметь это. А абразив тут - вторичен.
-
oldTor
- Сообщения: 2188
- Зарегистрирован: 08 сен 2015, 13:28
- Контактная информация:
Заточка ножей из быстрорежущих сталей
Потребовалось тут заточить нож из быстрореза Р18 с заявленной твёрдостью 64HRC. Быстрорез мне этой марки нравится, а вот форма данного клинка нет - у него рекурва.
Использовать планируют как "пикниковый" и вообще "общего назначения". Его немного протравили и уже немного им поработали - фабричная заточка получила деформации, преимущественно в виде сколов до 300мкм. в длину и до 200 в глубину+-. Выбрал участок без деформаций и снял фабричную заточку в коаксиальном освещении, чтобы посмотреть что там и как обстоят дела со структурой.
Вот так это выглядит (все фотки кликабельны):

Ну что сказать - следы грубой заточки и полировальника поверх неё с повышением угла - с карбидами справились так себе, но хотя бы у самой РК их "срезало", что наводит на мысли, что полировальник был довольно свежий, а вот грубый абразив - похоже, "лысоватый". Хотя РК на этом фрагменте и выглядит недурно, но выполненная заточка не помешала ей в других местах довольно сильно пострадать. Неудивительно - если просто "сполировать" следы очень грубого абразива в самой зоне РК, дефектный слой от него никуда не девается, кроме того, полировальником перегреть заодно - вообще довольно легко.
Прежде чем приступать к переточке, решил поглядеть, что там со структурой на голоменях (голомени и спуски чутка протравлены, до серого оттенка для невооружённого взгляда, причём, как было сказано - фаски при том защищали, т.е. проявка структуры на них - не следствие травления) - выглядят голомени довольно интересно под микроскопом - микрофото с объективом Mitutoyo M Plan Apo 20x0.42 с Raynox DCR-150 в качестве тубусной линзы и переделанным осветителем ОИ-21 на штативе микроскопа МББ-1А. По горизонтали кадра ~685мкм.:
 Structure of high-speed steel P18. Сoaxial light
Structure of high-speed steel P18. Сoaxial light
Методом технологического барьера выровнял кромку, удалив с запасом дефекты, и приступил к переточке. Затачивал вручную, с "костыльком", а поскольку клинок с рекурвой, выбрал хонинговальные бруски малой ширины на основе карбида кремния зелёного на керамической связке - Рижского абразивного завода и Атлантик:

Соответственно, рижский брусок зернистости 5 - т.е. это примерно 63/50мкм. со средней точкой фракции 56,5мкм. и Atlantic F400 - хотя я ранее осматривал его подробно под микроскопом, и мне показалось, что в реальности он немного погрубее. Конечно, рижский брусок на связке СТ немного твердоват для такой стали, но поскольку геометрия клинка специфическая, а пятно контакта небольшое, то "жрал" он "как надо" и при том не выказал желания выглаживаться либо заметно терять форму. Отличный брусок в общем - очень мне такие рижские на СТ связке нравятся, пользуюсь ими много лет.
Атлантик же, на сталях помягче и попроще, всегда производил впечатление мягковатого, однако по быстрорезам - то, что надо. Прекрасно оперативно удаляет риску от предыдущего абразива, при том прилично и весьма держит форму, а работает мягко - не провоцирует микросколов.
В общем, если бы не выяснилось, что клинок с разных сторон заточен на разные углы, всё было бы вообще очень быстро. Но поскольку пришлось с одной стороны исправлять угол и убирать "яму", то с рижским бруском я, не слишком торопясь, провозился минут 20. Зато потом на атлантике всё было уже довольно быстро.
Да, полный угол изначально планировался, видимо +- на 36-38 градусов, я переточил в среднем на 37.
Поскольку рижский твердоват для такой стали, после него я делал тех. барьер (ТБ). После атлантика был микрозаусенец, на стадии формирования - т.е. в микроскоп МПБ-2 его видно не было и тактильно не ощущался, но когда я сунулся под более мощную оптику - его стало видно по некоторым привычным признакам - просто он не был согнут, только слегка "продавлен" на сторону, как я показывал в примерах не раз, в т.ч. в теме о заусенце. Так что ещё раз сделал ТБ на засаленной графитом шкурке P2500, и сделав после этого по 10 проходов на сторону на атлантике снова - получил нормальную для такой зернистости бруска кромку и довольно острую - с волос стружку снимает. Выглядел результат в косом освещении вот так:

В отличие от фабричной заточки, теперь я не увидел нигде, чтобы выбранные мною абразивы не справились с карбидами в этом клинке. На всякий случай, скорее для самопроверки, сделал ещё по 10 проходов на сторону на ХБ стропе с электрокорундовой пастой Luxor 6,5мкм., легонечко, чтобы не "слизать" шероховатость фасок, но увидеть, если карбид кремния всё-таки не очень справился со структурой. Затем снова под оптику и с коаксиальным освещением ("на структуру") с помощью оптоволокна:

На снимке практически тот же участок клинка, что и на предыдущем- это хорошо заметно по "коцкам" на границе спуска и фаски. Как можно видеть, со структурой стали карбид кремния справился прекрасно, ХБ-стропа после него тоже ничего не проявила при столь нежном воздействии ею, и не вытащила микрозаусенку. При том застругивать волос кромка стала несколько веселее.
Конечно, финиш грубоват, но я не стал делать тоньше - в этом просто нет смысла, учитывая назначение клинка и то, что править его будут керамическим стерженьком, а большинство из них оставляют, особенно когда ими работают с повышением угла (что характерно для "полевой" и не только, правки), т.е. по минимальному пятну контакта, шероховатость как минимум не тоньше, а то и грубее, чем тут оставил Atlantic. Ну а поскольку ТБ я делал и не раз, то в, как минимум, пристойной рабочей стойкости для такого финиша, я вполне уверен.
Использовать планируют как "пикниковый" и вообще "общего назначения". Его немного протравили и уже немного им поработали - фабричная заточка получила деформации, преимущественно в виде сколов до 300мкм. в длину и до 200 в глубину+-. Выбрал участок без деформаций и снял фабричную заточку в коаксиальном освещении, чтобы посмотреть что там и как обстоят дела со структурой.
Вот так это выглядит (все фотки кликабельны):
Ну что сказать - следы грубой заточки и полировальника поверх неё с повышением угла - с карбидами справились так себе, но хотя бы у самой РК их "срезало", что наводит на мысли, что полировальник был довольно свежий, а вот грубый абразив - похоже, "лысоватый". Хотя РК на этом фрагменте и выглядит недурно, но выполненная заточка не помешала ей в других местах довольно сильно пострадать. Неудивительно - если просто "сполировать" следы очень грубого абразива в самой зоне РК, дефектный слой от него никуда не девается, кроме того, полировальником перегреть заодно - вообще довольно легко.
Прежде чем приступать к переточке, решил поглядеть, что там со структурой на голоменях (голомени и спуски чутка протравлены, до серого оттенка для невооружённого взгляда, причём, как было сказано - фаски при том защищали, т.е. проявка структуры на них - не следствие травления) - выглядят голомени довольно интересно под микроскопом - микрофото с объективом Mitutoyo M Plan Apo 20x0.42 с Raynox DCR-150 в качестве тубусной линзы и переделанным осветителем ОИ-21 на штативе микроскопа МББ-1А. По горизонтали кадра ~685мкм.:
Structure of high-speed steel P18. Сoaxial light Методом технологического барьера выровнял кромку, удалив с запасом дефекты, и приступил к переточке. Затачивал вручную, с "костыльком", а поскольку клинок с рекурвой, выбрал хонинговальные бруски малой ширины на основе карбида кремния зелёного на керамической связке - Рижского абразивного завода и Атлантик:
Соответственно, рижский брусок зернистости 5 - т.е. это примерно 63/50мкм. со средней точкой фракции 56,5мкм. и Atlantic F400 - хотя я ранее осматривал его подробно под микроскопом, и мне показалось, что в реальности он немного погрубее. Конечно, рижский брусок на связке СТ немного твердоват для такой стали, но поскольку геометрия клинка специфическая, а пятно контакта небольшое, то "жрал" он "как надо" и при том не выказал желания выглаживаться либо заметно терять форму. Отличный брусок в общем - очень мне такие рижские на СТ связке нравятся, пользуюсь ими много лет.
Атлантик же, на сталях помягче и попроще, всегда производил впечатление мягковатого, однако по быстрорезам - то, что надо. Прекрасно оперативно удаляет риску от предыдущего абразива, при том прилично и весьма держит форму, а работает мягко - не провоцирует микросколов.
В общем, если бы не выяснилось, что клинок с разных сторон заточен на разные углы, всё было бы вообще очень быстро. Но поскольку пришлось с одной стороны исправлять угол и убирать "яму", то с рижским бруском я, не слишком торопясь, провозился минут 20. Зато потом на атлантике всё было уже довольно быстро.
Да, полный угол изначально планировался, видимо +- на 36-38 градусов, я переточил в среднем на 37.
Поскольку рижский твердоват для такой стали, после него я делал тех. барьер (ТБ). После атлантика был микрозаусенец, на стадии формирования - т.е. в микроскоп МПБ-2 его видно не было и тактильно не ощущался, но когда я сунулся под более мощную оптику - его стало видно по некоторым привычным признакам - просто он не был согнут, только слегка "продавлен" на сторону, как я показывал в примерах не раз, в т.ч. в теме о заусенце. Так что ещё раз сделал ТБ на засаленной графитом шкурке P2500, и сделав после этого по 10 проходов на сторону на атлантике снова - получил нормальную для такой зернистости бруска кромку и довольно острую - с волос стружку снимает. Выглядел результат в косом освещении вот так:
В отличие от фабричной заточки, теперь я не увидел нигде, чтобы выбранные мною абразивы не справились с карбидами в этом клинке. На всякий случай, скорее для самопроверки, сделал ещё по 10 проходов на сторону на ХБ стропе с электрокорундовой пастой Luxor 6,5мкм., легонечко, чтобы не "слизать" шероховатость фасок, но увидеть, если карбид кремния всё-таки не очень справился со структурой. Затем снова под оптику и с коаксиальным освещением ("на структуру") с помощью оптоволокна:
На снимке практически тот же участок клинка, что и на предыдущем- это хорошо заметно по "коцкам" на границе спуска и фаски. Как можно видеть, со структурой стали карбид кремния справился прекрасно, ХБ-стропа после него тоже ничего не проявила при столь нежном воздействии ею, и не вытащила микрозаусенку. При том застругивать волос кромка стала несколько веселее.
Конечно, финиш грубоват, но я не стал делать тоньше - в этом просто нет смысла, учитывая назначение клинка и то, что править его будут керамическим стерженьком, а большинство из них оставляют, особенно когда ими работают с повышением угла (что характерно для "полевой" и не только, правки), т.е. по минимальному пятну контакта, шероховатость как минимум не тоньше, а то и грубее, чем тут оставил Atlantic. Ну а поскольку ТБ я делал и не раз, то в, как минимум, пристойной рабочей стойкости для такого финиша, я вполне уверен.
-
oldTor
- Сообщения: 2188
- Зарегистрирован: 08 сен 2015, 13:28
- Контактная информация:
Заточка ножей из быстрорежущих сталей
Написал и опубликовал статью
"Некоторые наблюдения структуры быстрорежущей стали Р6М5 в ракурсе ручного режущего инструмента":
 Structure of high-speed steel P6M5. Сoaxial light
Structure of high-speed steel P6M5. Сoaxial light
https://oldtor.ru/struktura-bystrorezhushhej-stali-r6m5
"Некоторые наблюдения структуры быстрорежущей стали Р6М5 в ракурсе ручного режущего инструмента":
Structure of high-speed steel P6M5. Сoaxial light https://oldtor.ru/struktura-bystrorezhushhej-stali-r6m5
-
oldTor
- Сообщения: 2188
- Зарегистрирован: 08 сен 2015, 13:28
- Контактная информация:
Заточка ножей из быстрорежущих сталей
Операции выхаживания в механизированной обработке, в т.ч. в ракурсе заточки режущего инструмента, довольно подробно описаны в специальной литературе. Иначе дело обстоит с ручной заточкой, и этот пробел хотелось бы восполнить в данной статье.
Выхаживание в ручной заточке на примере обработки клинка из быстрорежущей стали Р6М5 алмазным бруском на медно-оловянной связке:
https://oldtor.ru/vyhazhivanie-v-zatochke
Выхаживание в ручной заточке на примере обработки клинка из быстрорежущей стали Р6М5 алмазным бруском на медно-оловянной связке:
https://oldtor.ru/vyhazhivanie-v-zatochke
-
oldTor
- Сообщения: 2188
- Зарегистрирован: 08 сен 2015, 13:28
- Контактная информация:
Заточка ножей из быстрорежущих сталей
Некоторые наблюдения за дефектами подповерхностного слоя, приводящими к скалыванию режущей кромки на примере клинка из быстрорежущей стали Р18 с твёрдостью 63–65HRC:
https://oldtor.ru/sub-surface-damage
https://oldtor.ru/sub-surface-damage
Кто сейчас на конференции
Сейчас этот форум просматривают: нет зарегистрированных пользователей и 3 гостя