Немного прибирался в шкафу, где хранится бОльшая часть моих абразивов и вспомнил про самоклеющиеся плёнки 3М на акриловой основе) Давно я ими не пользовался.
Решил освежить впечатления и кое-что опробовать. Надо было переточить бритвочку, и я решил, а почему бы не попробовать плёнки, благо они позволяют получить более точную геометрию, нежели шкурки.
Бритва - старая "немка", довольно высокой твёрдости, но с достаточно вязкостью.
Что касается затупления бритвы - у неё было так называемое "нормальное затупление" - т.е. без каких-то деформаций от встреч с посторонними предметами. Направка на ремнях уже не спасала - острота восстанавливалась, но сталь на кромке уже "подуставшая" и эта острота не выдерживает один цикл бритья, как надо.
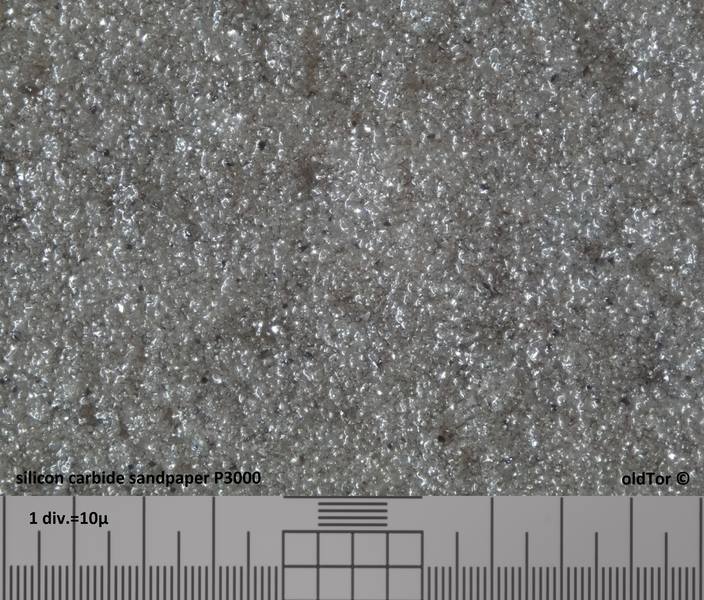
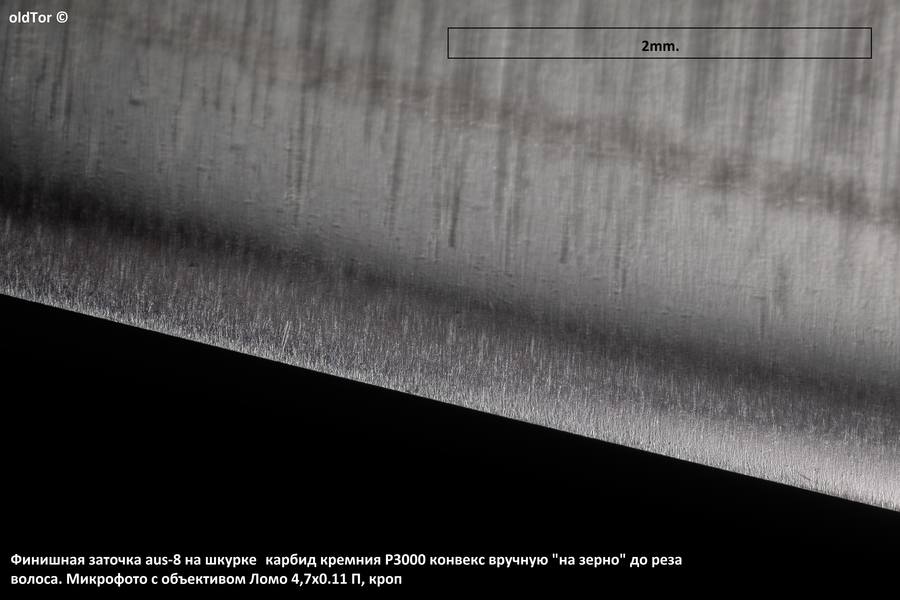
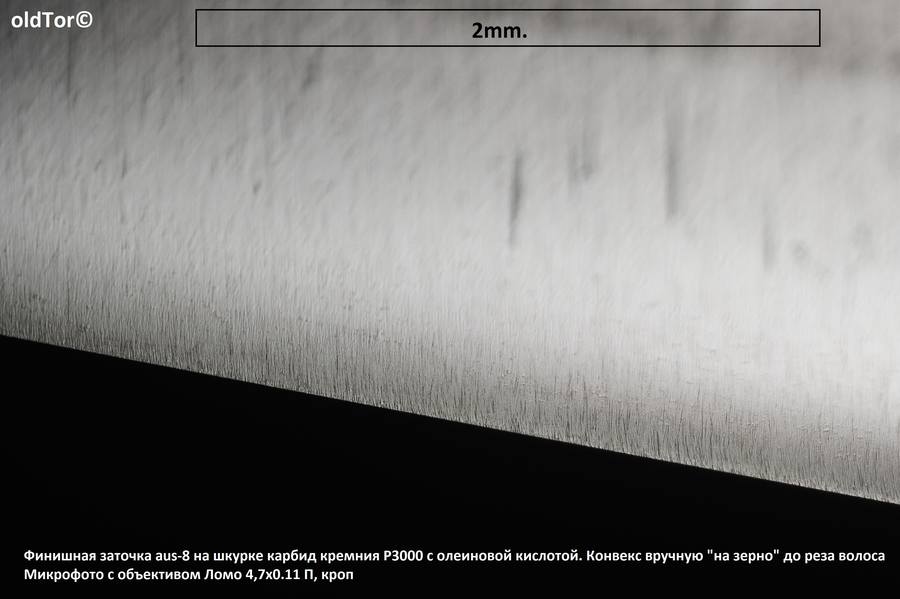
Поскольку с геометрией всё в порядке, то абразив нужен был достаточно тонкий. Взял плёнку 3М на основе оксида алюминия с зерном 5мкм. Работал с оливковым маслом (более текучие масла не стал брать, так как с ними наблюдается более заметная адсорбция шлама зёрнами, да и абразив работает агрессивнее). Минуты три и всё равномерно проработано. Но...грубовато. На моём любимом воднике на основе КЗ на твёрдой керам. связке с зерном 7мкм. я получаю более тонкий результат и ещё быстрее. И тонкость кромки обычно выше. Но он - из ряда вон выходящий пример, так как он экспериментальный и другого такого же абсолютно, полагаю, ни у кого нет. Так что сравнивать с ним бесполезно для читателя. В целом же, я бы сказал, что эта плёнка довольно хорошо подходит для такой задачи. Фаска получается достаточно плоской, несмотря на то, что это всё-таки плёнка. Тактильный отклик в целом информативен и мне понравился.
Следующий номер плёнки у меня - 1мкм. тоже на основе оксида алюминия. И вот тут, в отличие от применения зерна подобных размеров на притирах или в брусках/камнях - сразу оказывается, что такой шаг великоват. Очень не хватает плёнки 3мкм. Потому как плёнка 1мкм. за вменяемое время удалить риски от 5мкм. не в состоянии. Я даже взял более текучее масло и почаще его менял, но это не спасло ситуацию - очень долго. Работал, само собой разумеется, "на зерно" и со сменой направлений обработки по-всякому. Тактильный отклик мне не понравился, ход бритвы по ней - тоже.
Сыпь от 5мкм. плёнки уходила долго, но требуемого теста ногтевого я добился. ННТ тест бритва проходила уже через минут 5 работы на 1мкм. плёнке, но ногтевой тест показывал, что кромка не получила ещё характер, при котором целесообразно идти на чистый ремень. В общем, пока я привёл её к нужному мне результату - ухлопал минут 12+-.
Далее направка на чистом ремне из лошадки и бритьё. Бритьё чистое и достаточно комфортное, но "на 4-ку". Потому как ход бритвы показался слегка тяжеловат, а полученная избыточная гладкость фасок, при нормальном угле наклона бритвы по отношению к кожному покрову - прямо "залипает" - как бы прилипает к коже. Иногда такое бывает, если пена или мыло для бритья "суховаты" - недостаточно "жирны", но я считаю, что надо добиваться лёгкого скольжения фасок по физии вне зависимости от того, какую пену или мыло или ещё что применять. Да, кроме того, выяснилось, что обычного небольшого наклона бритвы недостаточно для максимально чистого бритья - пришлось угол увеличить - сразу чистота бритья повысилась, но бритва, разумеется, стала идти ещё тяжелее.
С чем это связано? Казалось бы, при нормально выполненной заточке и финише, при достигнутой высокой степени остроты, не должно требоваться повышать угол резания. Но тут есть один очень мало кому понятный и известный аспект заточки и правки бритв (и вообще режущего инструмента), так как касается микрогеометрии заточки в районе последних 3-6мкм. прикромочной зоны фасок.
Это то явление, которое описано в некоторых статьях Тодда Симпсона - "микровыпуклость" (micro-convexity) в прикромочной зоне. В частности, отдельный пример разницы финальных углов _результирующих_на_кромке_ можно прочитать в его статье:
https://scienceofsharp.com/2014/04/13/the-bevel-set/ По сути, это некоторое заоваливание (именно так это фигурирует в отечественной спец. литературе - "заОваливание" - от слова "овал") геометрии, о чём мы все так много слышали, писали и говорили. Просто на намного меньшем уровне, чем обычные "завалы" неумелых заточников в силу кривых абразивов, люфтящих приспособ и отсутствия вменяемой техники заточки, вкупе с увлечением шкурками и стропами.
Для многих, наверное, явится удивительным, что изменение финального угла заточки может происходить при заточке и на твёрдых абразивах, а не только при использовании шкурок, плёнок, направке на стропах с пастой или без и пр. Однако это факт. И чтобы его оценить, достаточно даже и обычного светового микроскопа и даже со слабыми объективами - я в своё время показывал такое на ножах, заточенных на керамике. Т.е. получение в прикромочной зоне пресловутой "микровыпуклости" - следствие вовсе не самой по себе твёрдости связки абразива или типа абразива. Это всё вместе - и наши действия и особенности конкретного абразива и сочетании с поведением стали в данный момент времени заточки. Моя практика показывает, что этим явлением можно управлять, минимизируя его, не прибегая при том к изменению установленного уже фактически угла заточки - это всё грубые для таких микроскопических явлений методы, работающие с геометрией заточки на принципиально более крупном уровне. А это уже по-настоящему микрогеометрия. Однако, от того, не менее важная, особенно для такого инструмента, как опасная бритва, где отличие результирующего угла на кромке даже на последних 3-6 мкм. ширины фасок, может играть решающую роль в том, насколько будет бритва иметь две главных составляющих своей работы: комфорт бритья и чистота бритья.
Конечно, можно просто даваться диву, почему практически одинаковые бритвы или одна и та же, затачиваемая раз от разу на одном и том же сете абразивов, может получиться несколько разной в бритье, оправдывать это всякими "у меня не было настроения", "звёзды не так встали", но на всё, если покопаться хорошенько в вопросе - есть объективные причины. И если научиться с ними справляться, то "загадок" и проблем в получении повторяемого качественного результата у заточника станет меньше.
В общем, при работе на плёнке 1мкм. после 5мкм. я получил ту самую микровыпуклость в прикромочной зоне, которая заставила для нормальной чистоты бритья повышать угол резания. Что повлекло за собой хотя и успешное решение проблемы "прилипания" к коже избыточно гладких фасок, но привело к более тяжёлому ходу бритвы и снижению комфорта бритья. И в такой ситуации уже приходится выбирать - либо комфорт бритья, либо максимальная чистота бритья.
Для того, чтобы такого компромисса избежать хотя бы по вышеуказанной причине, необходимо не допускать выраженной микровыпуклости/заоваливания на фасках бритвы - они должны быть максимально плоскими не просто по преимущественной части своей ширины, но именно в прикромочной зоне.
Причина следующая - недостаток абразивной способности плёнки 1мкм., стал критическим из-за длительности работы, потребовавшейся на удаление рисок от плёнки 5мкм. В какой-то момент шероховатость на самой кромке стала удаляться намного эффективнее, нежели на фасках, что и привело к заоваливанию прикромочной зоны, при том что сама кромка не была "завалена" и остроты не потеряла, наоборот получила некоторый прирост.
Если бы плёнка 1мкм. работала бы не "чисто на полирование", а на доводку - т.е. пластические деформации и трение превалировали бы, но сопровождались бы резанием/царапанием в сколько-нибудь заметной всё же пропорции - вероятно, дело бы пошло лучше. Здесь же получилось ничем не лучше того, что получают при попытке "доточить" недоточенную бритву стропами с тонкими пастами, заменив этим такую операцию, как доводка.